
Welded joint
A welded joint is created by welding , i. H. through "the permanent connection of components using heat and / or pressure , with or without filler metals" ( EN 14610 and DIN 1910-100). The result is an intimate union of the connected joining partners, the welded connection.
Sweat
The area in which welded parts are joined is called a weld joint. There are different types of joint that are standardized in ISO 17659 and differ in the structural arrangement of the workpieces or their end faces.
Different types of seams can be used depending on the type of joint. A distinction is made between butt and fillet welds. In butt welds, the lines of force run with a relatively even distribution of stress, while in fillet welds the lines of force are deflected, which leads to stress peaks.
The flange joint shown here is not a joint type in the sense of ISO 17659.
| Push type | version 1 | Variant 2 |
|---|---|---|
| Butt joint |
|
|
| Lap joint |
|
|
| Parallel impact |
|
|
| T-joint |
|
|
| Cross joint (double T joint) |
|
|
| corner |
|
|
| Multiple thrust |
|
|
| Oblique joint |
|
|
| Flange joint |
|












Fusion welded connections

Designations of butt welds

Designations of fillet weld connections

Fillet weld thickness

Other seam shapes for making a T-joint




Butt sutures
For the characterization of butt welds, binding terms have been introduced that can be found in ISO 17659.
In the case of a high quality butt seam, the seam root must be welded through, all dimensional specifications must be adhered to, so-called open end crater cavities (also known as end craters) must be avoided. There should be no damaging undercuts between the weld seam and the sheet metal surfaces. The seam should be free of cracks, binding and root defects. In terms of construction, butt seams that are not welded through can also be provided. These have a lower load-bearing capacity in the weld joint area. The butt weld names CJP and PJP come from the American AWS rules, meaning " C omplete J oint P enetration" (full penetration butt weld) and " P artial J oint P enetration" (partial penetration butt weld).
Fillet welds
Fillet welds are the most common on welded steel structures. A distinction is also made here between various arrangements, such as:
- Neck seams
- Flank seams
- Forehead seams
- Corner seams
- Bar seams.
Fillet welds can be interrupted if the load and corrosion conditions permit.
Essential quality features for a fillet weld are the seam thickness a and the penetration depth. Fillet welds should also be free of undercuts and end crater cavities.
Other seams
Other seams are mixed forms between butt and fillet welds. T-joints can be produced using so-called HV or double HV seams or HU seams. Even if these seams are often confused with fillet welds, according to EN ISO 9692-1, recommendations for weld seam preparation, they count as butt welds.
Resistance welded connections
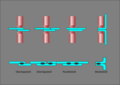
Types of joint in spot welding

Types of joints and seam formation for roller seam welding


Resistance spot welded joints
For resistance spot welding , superimposed sheet metal sections are required, which can be designed as an overlap or as a parallel joint (for reinforcements), also as a flanged joint.
Roller seam welded connections
Sheets can be joined together in different ways by roller seam welding . Butt and lap joints can also be considered as weld joints.
Individual evidence
- ↑ DIN EN 14610: 2005-02 Welding and allied processes - Terms for metal welding processes.
- ↑ DIN 1910-100: 2008-02: Welding and related processes - Terms - Part 100: Metal welding processes with additions to DIN EN 14610: 2005.
- ↑ DIN EN ISO 17659: 2005: Welding Multilingual terms for welded joints with images; Trilingual version
- ↑ DVS Resistance Roller Seam Welding - Processes and Basics , DVS Leaflet 2906-1, 2006