
Frame design


From the beginning of the 1930s, the car body construction of rail vehicles of light construction was referred to as frame construction . It characterizes the construction of vehicles from this time, when the side walls of the vehicles were partially used to support the entire car body structure and to absorb horizontal loads and were welded on the inside with reinforcing profiles, the ribs . The car body is made wider than the frame, which is also welded. This takes up the car body through additional welded cross members, the haunches . Freight wagons are still produced in this form today. This construction goes back to the year 1932, when the Waggon- und Maschinenbau Görlitz made it possible for the first time to manufacture car bodies in consistent lightweight construction with the construction of the car body for the DRG 862 and other lightweight railcars . Using this construction method, the design of the car body was then carried out for all vehicles produced. Although other wagon construction companies developed innovative solutions in the lightweight construction of rail vehicle bodies, the term Spantenbauart was used in the literature exclusively by WUMAG , for example in an advertising poster about private rail cars , the description about the Flying Hamburger or in the presentation of the LBE VT 11 in an article by Traffic engineering . The frame construction was largely replaced by the construction of the self-supporting body with collision protection after 1945 through further development of welding technology .
Description of the frame type
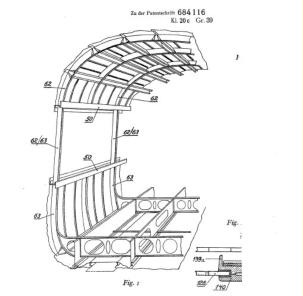
The bodyshells of the lightweight vehicles are a profile steel construction made up of vertical columns and horizontal cross-stiffening profiles, the ribs . In addition there was the upper and lower belt. Pillars were present at the window and door cutouts, mostly a horizontal continuous frame ran along the underside of the window, marking the limit for the thickness of the sheet metal. Other horizontal frames were z. B. at the top of the window. This construction was welded onto the vehicle frame and padded with corrosion-resistant sheets of different thicknesses on the outside. The sheet metal thickness of the railcars of the SVT Leipzig type was 2.5 mm below the parapet and 2 mm above it. Steel with added copper was used as the material.
History of the frame construction
The wagon construction at the railroad moves in the balancing act between the most effective specific seat weight, the guarantee of the safety of the travelers and the cost pressure of a most effective production possible. From the turn of the century around 1900, automobile construction brought with it the experience that car bodies can be designed much lighter, the loads being carried cannot be compared with those of the railroad. Some lightweight vehicles such as the HBE T 1 remained rather the exception. It was only with the advent of railcar designs that the railway realized that something had to be done in the body shop to reduce the weight per service. It did not matter whether it was a vehicle with a combustion engine or an electric multiple unit, in which the heavy electrical equipment is an additional factor. The following table shows selected vehicles of conventional design and lightweight design with comparatively relevant length over buffers .
| two-axle vehicle | Four-axle vehicle | |||||||
|---|---|---|---|---|---|---|---|---|
| model series | LüP construction old | LüP construction method new | Service mass construction old | Service mass construction new | LüP construction old | LüP construction method new | Service mass construction old | Service mass construction new |
| 801 | 12,696 mm | 23,900 kg | ||||||
| 135 002 | 12,220 mm | 14,600 kg | ||||||
| 853 | 21,040 mm | 48,250 kg | ||||||
| 862 | 20,590 mm | 38,200 kg | ||||||
| ET 41 | 22,900 mm | 66,000 kg | ||||||
| ET 51 | 20,300 mm | 59.6 kg | ||||||
Manufacturing-specific aspects
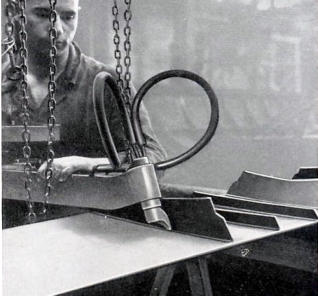
The introduction of welding technology in rail vehicle construction was closely related to the production of car bodies in lightweight construction . While the E 44 001 was the world's first locomotive to be manufactured using welding technology, the introduction of this technology in railcar construction was still a long way off. The series 872-874 appeared in 1932 with a heavy body and made the problem of the relatively low acceleration with the heavy body clear. In 1933, there were still a few lightweight railcars with a frame-type body in a riveted body (the first VT 135 ), which showed that many workshops were not yet equipped for the production of welded bodies. Compared to the previous half-timbered construction, operations such as notching profiles in the event of joints and, above all, riveting, were eliminated, which made the car bodies much cheaper. In addition, the individual parts used were lighter, simpler and could be produced in much larger quantities. The production of the car bodies according to a defined welding sequence plan was not insignificant in the further period in order to avoid excessive heating and thus welding distortion. Even more effective production methods, such as those at SVT Kruckenberg, were not yet available in every company with spot welding technology at the time (1938).
Driving dynamics aspects
In addition to the lightweight construction, the air resistance determined the shape of the vehicle body at higher speeds. In wind tunnel tests carried out, produced a design that with the Rail Zeppelin yielded a vehicle of the ideal shape. This brought new challenges to the wagon construction companies when designing their products. The ideal shape of the rail zeppelin was opposed by the fact that this vehicle could only travel in one direction and was not suitable for towing a trailer. The production vehicles did not have a lowered roof. In addition, railway vehicles have to take additional loads in the horizontal direction. This was achieved with the frame design using several welded frames in addition to the upper and lower chords.
Economic aspects
After the production of the E 44 provided proof that railway vehicles could be produced much cheaper, it was especially the passenger traffic on branch lines that influenced the development of the frame construction . At a time when the previous loss-making operation was not yet answered with the closure of lines, the companies concerned had to give deeper thought to their rail operations. With the heavy body and carburettor vehicles developed after 1925, this was only partially possible. The development of significantly lighter car bodies with more powerful engines brought a significant advantage. Various vehicles from the period show that these vehicles were not only light and cheap, but also railroad-proof, some of which have survived to the present day ( VT 79 902 ). The use of only welded car bodies from 1935 in frame construction for passenger coaches brought manufacturers and railway companies the positive side effect of cheaper prices.
literature
- Heinz R. Kurz: The railcars of the Reichsbahn-Bauarten , EK-Verlag, Freiburg 1988, ISBN 3-88255-803-2
- Jürgen-Ullrich Ebel: The triumphant advance of welding technology in German rail vehicle construction , in: Eisenbahn-Kurier 07/2009, EK-Verlag, Freiburg
Web links
- Description of the construction principles of the flying hamburger on www.reichsbahntriebwagen.de
- Description of SVT Kruckenberg on www.reichsbahntriebwagen.de
Individual evidence
- ↑ Heinz R. Kurz: The railcars of the Reichsbahn-Bauarten , EK-Verlag, Freiburg 1988, ISBN 3-88255-803-2 , page 194
- ^ Wolfgang Theurich: 160 years of wagon construction in Görlitz 1849–2009 , EK-Verlag, Freiburg 2009, ISBN 3-88255-564-5 , page 302
- ↑ Description of the express railcars of the Deutsche Reichsbahn on www.reichsbahntriebwagen.de
- ^ P. Mauck: Diesel-mechanical railcar of the Lübeck-Büchener Railway. In: Verkehrstechnik , born 1936
- ↑ Heinz R. Kurz (Ed.): Flying trains. From the “Flying Hamburger” to the “Flying Cologne” ; Eisenbahn-Kurier-Verlag, Freiburg [Breisgau] 1986; ISBN 3-88255-237-9 , page 65
- ↑ Jürgen-Ullrich Ebel: The triumph of welding technology in German rail vehicle construction , in: Eisenbahn-Kurier 07/2009, EK-Verlag, Freiburg, page 46
- ↑ Heinz R. Kurz (Ed.): Flying trains. From the “Flying Hamburger” to the “Flying Cologne” ; Eisenbahn-Kurier-Verlag, Freiburg [Breisgau] 1986; ISBN 3-88255-237-9 , page 109
- ↑ Illustration of the car body construction of the SVT Kruckenberg
- ^ Photo of Westwaggon spot welding machines during the manufacture of the SVT Kruckenberg
- ↑ Jürgen-Ullrich Ebel: The triumphant advance of welding technology in German rail vehicle construction , in: Eisenbahn-Kurier 08/2009, EK-Verlag, Freiburg, page 50
{kind=link}
{kind=link}