
Free bending


The free bending (also air bending ) is a manufacturing process from the group bend forming with straight tool movement . Together with die bending, it is one of the most important bending processes. A characteristic of free bending is that the shape to be created is not contained in the tools (as in die bending), but is only controlled by the movement of the tools. The smallest bending radius on the workpiece must therefore be larger than the radius on the tips of the tools and clamping devices, as otherwise it would be at least partially die bending. Free bending is mostly used to bend sheet metal, sometimes also for pipes or rods.
There are different variants:
- The sheet metal can be clamped on one side and the free end is bent by a straight tool movement.
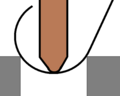
- The sheet metal can rest on two points or edges between which there is only air. The tool then presses the sheet metal into the gap between the support points.

Free bending between two support points
Free rounds


In DIN 8586, a distinction is made between the following three variants:
- Free rounding : This creates a rounding in an originally flat sheet. After the one-time bending, the bent sheet is slightly offset and bent again so that a curve is formed.
- Bending without lateral forces : This results in a pure bending stress without additional lateral forces as with free rounding; There are only bending stresses in the forming zone . The ends of the sheet are clamped and moved towards each other.
- Roller leveling : This is a free bending approximately bent workpieces to Align . It will u. a. used in the manufacture of crankshafts before grinding . A special method of straightening is hot straightening .
With free bending, the bending radius is only influenced by the movement of the tools, but not by their shape, as is the case with die bending. Free bending is therefore more flexible in its application and is mainly used in the workshop production of individual parts and small series, since different workpieces can be processed with a single tool. On some machines, the distance between the support points can be adjusted, which further increases flexibility.
The machining forces are comparatively low with free bending, which is why slim tools are sufficient, which also improves the machining options. In addition, relatively small and inexpensive machines are sufficient. On the other hand, the accuracy is relatively poor. The angular deviations are between half a degree and a few degrees. Modern machines have protractors that can reduce errors.
literature
- Sami Chatti, Frauke Maevus, Matthias Hermes, A. Ermann Tekkaya, Matthias Kleiner: Bendumoforming in: Hartmut Hoffmann , Reimund Neugebauer , Günter Spur : Handbuch Umformen , Hanser, 2012, pp. 574, 584 f.
- Eckart Doege , Bernd-Arno Behrens : Handbook Umformtechnik , Springer, 2010, 2nd edition, p. 376– f.
- Fritz Klocke , Wilfried König : Manufacturing process 4 - forming , Springer, 5th edition, pp. 401–403.