
rivet

.JPG)
The or the rivet (plural rivet ; colloquially in Germany and in Austria and Switzerland also technically known as the rivet , plural rivets ) is a plastically deformable , cylindrical connecting element . Rivet connections are used for riveting flat material parts (e.g. sheet metal , plastic parts, leather or robust cotton fabrics ).
The deformation of the rivet during cold riveting creates a form-fitting rivet connection between several components. After hot riveting , when the rivet cools down due to shrinkage, a positive connection is created .
Rivets are mainly made of metals and alloys , but also plastics .
etymology
The word rivet comes from the Old High German word hniutan ("fasten"). In Middle High German , rivet should also stand for a nail that has been hammered wide .
The word is common in several forms and genera :
- technical language : der Niet , Pl. die Niete ; In 1914, however, FM Feldhaus still considered the shape of the rivet to be correct.
- General language , Austrian , Swiss high German and often also southern German: the rivets, the rivets .
Both forms are increasingly mixing. You can find DIN standards on "rivets", also ÖNORMs on the plural "rivets".
General


In the components to be connected, holes have to be made that have a slightly larger diameter than the rivet. The rivet is pushed through these components so that it protrudes beyond them. The protruding end of the rivet is then machined with a hammer to form a head (the so-called closing head ) that securely connects the components. The part of the rivet opposite the closing head is called the setting head , the part between the rivet shank .
The advantage of rivets over screws is that none of the components have to be threaded . One disadvantage is that the connection cannot be released without being destroyed. However, this disadvantage is the most important advantage of this joining technology in some areas - precisely where permanent connections are important. This includes aircraft construction, in which riveted connections represent the essential basis of the structural components. In contrast to screw connections, which would have to be checked by complex measurements (torque, etc.), a form-fitting rivet connection can be recognized optically and without measuring effort on the formed closing head.
A rivet is a cylindrical (with the exception of special shapes) metal bolt with a thickened end - the head . Depending on the intended use, different head shapes are processed, for example half-round, countersunk, flat-round and flat countersunk heads. The head of the rivet rests on one side of the workpieces to be connected. The shaft is pushed through the pre-drilled or pre-punched hole and deformed in width by pressure so that the workpieces are firmly connected to one another. The pressure may suddenly blow or continuously z. B. be applied by a hydraulic press . Rivets with a diameter of more than 8 mm are hammered warm , that is, heated to yellow embers in a forge , hammered in and the head shaped. When it cools down, the rivet contracts and clamps the workpieces to be joined. A distinction is therefore made between cold and hot rivet connections .
meaning

The classic full rivet connection is often replaced by the welded connection in technical applications . Riveting is only used where welding is not suitable, such as in lightweight construction or non-weldable materials, as well as when repairing old riveted connections.
Reasons for this can be:
- Components to be riveted must be placed on top of one another and drilled through together, otherwise the rivet will not fit through due to manufacturing tolerances . If necessary, the hole must be reworked with a milling cutter or reamer . This process is more laborious and expensive than automated gluing or welding processes. Also screw are cheaper to process than traditional rivets. However , this does not apply to blind rivets .
- Each riveted connection must be checked individually.
- The flow of force is diverted through a riveted connection, creating an additional bending moment in the component. Butt weld joints do not have this disadvantage.
- The additional bending moment can only be offset by more complex, multi-layer connections (adjacent figure).
- Compared to linear connections, a high level of tension arises in thin metal sheets in the area of the rivet hole .
- Depending on the materials used, rivet connections are sensitive to corrosion . A Abrosten the components to be joined or the rivet heads can lead to a loosening of the connection.
- In the case of jeans and leather items, rivets are only used for decoration without any actual holding or other function (e.g. shoelace guidance).
Procedure
Conventional riveting methods are:
- Solid rivets
- Blind rivets
- Self-piercing rivets
Solid rivet

Probably the oldest connection technology is riveting with solid rivets . The origins of riveting with solid rivets can be traced back to the Bronze Age . Nevertheless, this connection method has important features that make it irreplaceable even today for safety-critical connections. In addition to steel structures for buildings, this primarily includes aircraft construction. Even new aircraft are still manufactured today by riveting sheet metal structures with solid rivets.
The most important reason for the use of solid rivets is the simple production of riveted connections and the fact that the quality of the connection can be checked by simply looking at it without tools. This is probably the most important reason why solid rivets are used in safety-critical applications that are exposed to high continuous vibration loads. The secure fit of the connection is to be checked purely visually by the shape of the setting head.
The quality of the connection can thus be easily checked on aircraft in which the structure is secured by thousands of riveted connections. Furthermore, the resistance of a full rivet connection to continuous vibration loads is superior to any other joining method. For example, the aircraft ( DO24 ATT ) built by Dornier from 1937 is still in flight today.
According to the shape of the head, these rivets are also called half-round rivets and countersunk rivets.
Semi-tubular rivet
The semi-tubular rivet corresponds to the solid rivet, but has an open end on one side that is spread or flanged by a mandrel instead of being shaped into a head.
Hollow rivet

A hollow rivet is a sleeve which often already has a collar formed on one side or a closed head.
Open ends are widened when the rivet is pressed together with specially shaped rivet setters or corresponding pliers and rolled outwards towards the material to be connected.
Hollow rivets are less resilient and are also used for decorative purposes (e.g. on belts ) or to reinforce holes in paper and cardboard.
Some hollow rivets are closed on one side and provided with a rivet cap on the opposite side so that no opening can be seen after upsetting.
Locking ring rivet (locking ring bolt)
After the base body has been inserted and the components to be connected have been pressed together, a ring is formed around the protruding grooved end of the rivet bolt. This makes it possible to increase the strength of the connection, since the rivet itself is not deformed and can therefore consist of hardened material.
Blind rivet

A blind rivet is also called a pull-pin rivet or pop rivet (s) . It is a special form of hollow rivet that only requires access to one side of the components to be connected and is fastened with special blind rivet pliers . The blind rivet consists of the actual, hollow rivet body with a head on the front and a longer, inserted mandrel with a head on the outside in front of the rivet end, which is provided with a predetermined breaking point.
With blind riveting, the joining process is carried out from only one (usually the outer) side of the component. The blind rivet is inserted through the hole from the opposite side, the components to be connected are pressed together by pressure on the head, then the mandrel protruding from the head is pulled out on the working side with a blind rivet pliers placed on the head. This leads to a compression and thus to an expansion of the rivet in and behind the hole. In the first phase, the upsetting shortens the hollow rivet body. This increases the diameter. At the end of the first phase, the hole is completely filled by the rivet. Only when the blind rivet cannot expand further in diameter does a noticeable widening form behind the hole. At the end of the process, the mandrel tears off at the predetermined breaking point within the rivet body and the remaining remainder does not protrude from the rivet; the torn off part of the mandrel is then in the pliers and is disposed of. In the case of blind rivets for special applications (aircraft, etc.), the mandrel residue remaining in the rivet is secured with a ring pressed in during processing. This means that no parts can come loose and the higher shear strength of the mandrel material can be fully utilized.

Common diameters for blind rivets are 2.4 mm, 3.2 mm, 4 mm and 4.8 mm.
Colloquially, the blind rivet is also referred to as a POP rivet , which comes from the POP brand of the first manufacturer Emhart Teknologies . The POP rivet was introduced in Germany by Gebr. Titgemeyer GmbH & Co. KG from Osnabrück in the 1950s. KVT-Koenig AG launched the POP blind rivets in Switzerland.
Special forms:
- Hammer-blow blind rivet. Here the mandrel is not torn off, but completely driven in to spread the rivet. The mandrel remains in the rivet and closes the opening. Such rivets are also made of plastic.
- Cup rivet (sealing blind rivet). The thickened end of the mandrel is not visible here as it is completely surrounded by the body of the rivet (like a cup).
- Explosive rivet . The expansion takes place here by a small explosive charge.
- Pull-through rivet. In this variant, the mandrel has no predetermined breaking point and is pulled completely through the rivet. If the mandrel has a hexagonal head and a thread is embossed in the outer surface of the rivet, the rivet can be subsequently dismantled using a hexagon wrench. This version is available with nominal diameters of 3–4 mm


- Pull-through rivet FSR. For applications in tight spaces, the countersunk head rivet allows flush setting on both sides. The microformat rivet is therefore the ideal solution for the electronics industry. The pull-through mandrel ensures that there is neither loose remaining mandrel heads nor a blind head overhang after setting.
- Step blind rivet (step rivet). The hollow rivet body consists of a thinner area that acts like a blind rivet. Between this and the head there is an area with a larger diameter that does not compress or expand. Stepped blind rivets are used when one of the components to be connected is not very hard, hollow or the surface is sensitive to pressure.
- Blind rivet screws and nuts are suitable for equipping components with thin walls with threads.
- Blind rivet nuts are sleeves that have an internal thread at one end and a collar at the opposite end. The shaft has a smaller wall thickness between the thread and the collar. Instead of the mandrel, a screw or a threaded bolt is screwed in as a setting tool, which when tightened bulges the thin-walled shaft outwards, as a result of which the blind rivet nut is braced with the carrier material.
- With blind rivet studs, the mandrel of the conventional blind rivet is replaced by a permanently connected threaded bolt. To set the rivet, the threaded bolt is tightened until the rivet tightens.
- A stud rivet is a blind rivet whose mandrel (shaped stud) has a specially shaped head. This turns the end of the tubular rivet outwards and remains on top as a cap when the shaft has separated from the head during the pulling process at the predetermined breaking point and is pulled out.
Self-piercing rivet
The aim of self-piercing riveting is the indirect, non-detachable connection of sheet metal parts without the pre-punching required for the usual full riveting or blind riveting. For this purpose, a rivet element (auxiliary joining part) is used, which also functions as a punch. Depending on the rivet element used, two punch riveting processes are important: punch riveting with solid rivets or punch riveting with semi-tubular rivets . Both methods have in common that they require access to both sides of the components and that the connection is made in a one-step setting process.
With full rivet
With punch riveting with solid rivets, the connection is created in a continuous punching and forming process , in which the rivet itself is not formed. The sheet metal parts to be connected are placed on the die . The upper part of the setting tool moves down onto the sheet metal parts to be joined. At the same time, the concave rivet element is automatically fed and positioned. The sheet metal parts are pre-tensioned by the setting unit. Now the actual riveting punch presses the riveting element through the parts to be joined, a circular piece ( punched slug ) being punched out of both sheets . The processing device for punch riveting with solid rivets is designed in such a way that after punching the parts to be joined, it presses the punch down a precisely defined path (force or path-controlled) against the resistance of the parts to be joined. The metal sheets are pressed onto the die with the force required for the partial manufacturing steps described below. Due to the ring-shaped raised structure of the punch and the die, the joining material is plastically deformed. The joining material on the punch and die flows into the space released by the concave shape of the rivet element. This completes the joining. In punch riveting with solid rivets, an essential condition for a firm connection with different directions of loading is the controlled, complete filling of the free space which is given by the geometry of the rivet element; this is the only way to achieve a non-positive and positive connection.
A high tensile strength is achieved. An almost flush finish on both sides is possible. Sheets can be of different thicknesses and made of different materials. The total sheet thickness is typically 1.8–7 mm. Rivets made of stainless steel or aluminum are common.
With semi-tubular rivet
Even with self-piercing riveting with semi-tubular rivets, the rivet element serves as a disposable cutting punch. However, it is also transformed in the process. The sheet metal parts to be connected are placed on the die. The joint is fixed by putting on the setting unit during the advance . With the further advance, the rivet element is then fed to the joint. In the subsequent joining process, the punch rivet element, unlike punch riveting with solid rivets, only punches through the upper sheet metal part and plastically reshapes the lower sheet metal part into a closing head. The shape of the closing head is essentially determined by the contour of the die engraving. The return stroke takes place after a set maximum force (force-controlled) or a specified path (path-controlled) has been reached. The rivet element receives its closing head in the plastically deformed lower sheet metal part via a collar formation. The punched slug punched out of the upper sheet metal part fills the hollow rivet shank and is enclosed in it. Achieving a large expansion of the rivet shank is an important geometric parameter. It has a significant influence on the transferable shear and head pull forces. By upsetting the punch rivet, a high-strength and gap-free, i.e. H. tight form fit of the parts to be joined. In addition, the punch rivet is braced axially and radially so that a force fit is introduced into the connection.
The sheet thickness is usually 0.75–2 mm.
Special procedure
A special form of punch riveting, the hydraulic punch rivets , in which a high pressure fluid acts as a stamp substitute.
There are also rivets that can be punched from sheet metal, shaped raised and with several sharp points in clothing or dog collars, textile or leather, a distinction is made between pyramid, pointed, killer, saber and witch rivets; the last ones are particularly popular in the punk scene on leather jackets. The often inclined conical tips curve when penetrating the material or standing on the inclined surface of a counter-tool, the then bent tips hold the rivet - actually by clamping, the application is called rivet because it gives the appearance of a rivet head.
exam
Finished rivet connections must not " bounce " when they are hit with a test hammer , they must connect the components without play . Bouncing rivets must not be looked up, but must be completely replaced. If more than 5% of all rivets of a component turn out to be in need of renewal, all rivets must be replaced.
Load types

Overlap and flap rivets

single-cut, double-cut or i-cut connection

Loads and deformations

Rivet spacing selection



Tools
To close the rivets there is also a special tool, called the striker , who with tools such as "rivet pliers," riveting tool is operated or pneumatically driven "Niethammer" and "anvil".
Constructions
Junction
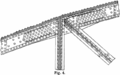
Junction

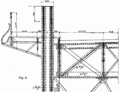
Support point

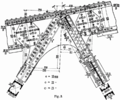
Truss compression bar

Truss compression bar
Bridge construction

Rivet support

Example junction

Müngstener Bridge : some of the 950,000 rivets







{kind=link}
Norms and standards
- DIN 101 rivets; Technical delivery conditions
- ÖNORM M 5300: 2001 12 01 Rivets - Technical delivery conditions
- Product Specifications:
- DIN 124 half-round rivets; Nominal diameter 10 to 36 mm ; DIN 660 half-round rivets; Nominal diameter 1 to 8 mm
- DIN 302 countersunk rivets; Nominal diameter 10 to 36 mm ; DIN 661 countersunk rivets; Nominal diameter 1 to 8 mm
- DIN 662 lens rivets; Nominal diameter 1.6 to 6 mm
- DIN 674 truss rivets; Nominal diameter 1.4 to 6 mm
- DIN 675 flat rivets (belt rivets); Nominal diameter 3 to 5 mm
- DIN 6791 semi-tubular rivets with button head; Nominal diameter 1.6 to 10 mm ; DIN 6792 semi-tubular rivets with countersunk head; Nominal diameter 1.6 to 10 mm
- DIN 7331 hollow rivets, two-part ; DIN 7339 hollow rivets, one-piece, drawn from tape
- DIN 7340 tubular rivets made from tube
- DIN 7341 head pins
Trivia
In Das Boot (film) you can hear how rivets cannot withstand the overpressure and "pop out" during forced deep diving.
See also
literature
- Burkhard Straßmann: Shake it up, done. In: Die Zeit No. 10 of March 2, 2006
Web links
- QuickRiveting demonstration
- Rivet for one-sided access to the connection point
- Rivet for bilateral access to the connection point
Individual evidence
- ↑ FM Feldhaus: The technology of prehistoric times, historical times and primitive peoples. A handbook for archaeologists and historians, museums and collectors, art dealers and antiquarians. Engelmann, Leipzig and Berlin 1914. Keyword rivet
- ↑ Rivet that
- ↑ for example: DIN EN 2544: 1989-09 aerospace; Representation of rivets in drawings of aerospace equipment ; German version EN 2544: 1987 ( Beuth-Verlag )
- ↑ e.g. ÖNORM EN 2941: 2008 08 01 Aerospace - Nickel alloy rivets - Technical delivery conditions ( ASTANDIS , https)
- ↑ see also DIN 123, DIN 124, DIN 302, DIN 660, DIN 661, DIN 662, DIN 674, DIN 675, DIN 7338-A, DIN 7338-B and ISO 1051 as well as Konstruktionsatlas.de , editor Uwe Koerbitz
- ↑ see also DIN 6792 and DIN 7338 as well as Konstruktionsatlas.de , editor Uwe Koerbitz
- ↑ see also DIN 7339, DIN 7338-C and DIN 7340 as well as Konstruktionsatlas.de , editor Uwe Koerbitz
- ↑ a b c d see Konstruktionsatlas.de , editor Uwe Koerbitz
- ↑ see Konstruktionsatlas.de , editor Uwe Koerbitz
- ↑ Illustration of the setting process on the Böllhoff website