
Electrolytic capacitor
An electrolytic capacitor is a polarized capacitor , the anode electrode (+) of which consists of a metal ( valve metal ) on which an even, extremely thin, electrically insulating oxide layer adapted to the nominal voltage is generated by anodic oxidation , also known as formation , which forms the dielectric of the capacitor. A liquid or solid electrolyte , which geometrically adapts to the surface structure of the anode, forms the cathode (-) of the electrolytic capacitor.

Depending on the type of anode metal used, the electrolytic capacitors are divided into
Another group named after the special electrolyte are the polymer electrolytic capacitors , which include both aluminum and tantalum electrolytic capacitors.
Aluminum electrolytic capacitors are the cheapest components of these three types and are used in the entire field of electronic devices. Tantalum and niobium electrolytic capacitors compete with one another and are predominantly found in the SMD design in flat- panel portable electronic devices.
The main advantage of electrolytic capacitors is the relatively high capacitance - based on the structural volume - compared to the other two important capacitor families, the ceramic and the plastic film capacitors . This is achieved by the roughened structure of the anode to increase the surface area and by its very thin dielectric. However, their capacity is significantly smaller than that of electrochemical supercapacitors .
Electrolytic capacitors are polarized components that may only be operated with direct voltage . The anode is the positive pole. Any superimposed alternating voltage must not cause polarity reversal. Incorrect polarity, too high a voltage or ripple current overload can destroy the dielectric and thus also the capacitor. The destruction can have catastrophic consequences (explosion, fire).
Due to their large specific capacitance, electrolytic capacitors are particularly suitable for decoupling unwanted frequencies from the double-digit Hertz range up to a few megahertz, for smoothing rectified voltages in power supplies , switched-mode power supplies and DC voltage converters . They buffer supply voltages in the event of sudden load peaks in digital circuits and serve as energy storage in DC voltage intermediate circuits of frequency converters , in airbag circuits or in photo flash units .
Bipolar electrolytic capacitors are also manufactured as a special form. They consist of two anodes connected internally with opposite polarity. Bipolar electrolytic capacitors can be operated with alternating voltage, for example when coupling low-frequency signals in audio systems .
Basics
Plate capacitor

All electrolytic capacitors are basically plate capacitors, the capacity of which is greater, the larger the electrode area and the relative permittivity and the smaller the distance between the electrodes.




In order to increase the capacity of the later capacitor, the anode of all electrolytic capacitors is roughened, making the surface significantly larger than that of a smooth surface, which does not change the principle of the plate capacitor.
The dielectric constant is made up of the electric field constant and the material- specific permittivity of the dielectric :


- .

This value then determines the specific capacity of aluminum, tantalum or niobium electrolytic capacitors.
Anodic oxidation (formation)



Electrolytic capacitors are based on the electrochemical effect of anodic oxidation ( formation ). Here, on the surface of so-called. Valve metals ( aluminum , tantalum , niobium u. Am) by applying the positive pole of a direct current source placed in a part connected to the negative pole bath with a liquid electrolyte , an electrically insulating oxide layer formed as a dielectric of a capacitor to be used can.
These oxide layers on the anode (+) are very thin and have a very high dielectric strength , which is in the nm / V range. The capacity of this capacitor is determined as to a capacitor plate from the geometry of the anode surface and the thickness of the oxide layer. This is determined with the forming voltage and can thus be adapted to the requirements of the respective application, whereby an optimization of the specific capacity is possible.
materials
Anodes
The main difference between the electrolytic capacitors is the anode material used and its oxide as a dielectric:
- Aluminum electrolytic capacitors use a high-purity and electrochemically etched (roughened) aluminum foil as the anode with aluminum oxide Al 2 O 3 as the dielectric
- Tantalum electrolytic capacitors use highly pure, finely powdered and sintered tantalum powder as the anode with tantalum pentoxide Ta 2 O 5 as the dielectric
- Niobium or niobium oxide electrolytic capacitors use highly pure, finely powdered and sintered niobium or niobium oxide as the anode with niobium pentoxide Nb 2 O 5 as the dielectric.
The material properties of the dielectrics produced by the anodic oxidation determine the specific capacitance of the respective capacitor type. The oxide structure also plays an important role. The following table gives an overview of the properties of the different oxide materials.
| Anode material | dielectric | Oxide structure |
Relative permittivity |
Durchschlags- strength (V / micron) |
Oxide layer thickness (nm / V) |
|---|---|---|---|---|---|
| aluminum | Aluminum oxide Al 2 O 3 | amorphous | 9.6 | 710 | 1.4 |
| crystalline | 11.6 ... 14.2 | 800 ... 1000 | 1.25 ... 1.0 | ||
| Tantalum | Tantalum pentoxide Ta 2 O 5 | amorphous | 27 | 625 | 1.6 |
| Niobium or niobium oxide |
Niobium pentoxide Nb 2 O 5 | amorphous | 41 | 400 | 2.5 |
The special thing about the "electrolytic capacitors" is the extremely thin but voltage-resistant oxide layer, which is in the " nanometer " (10 −9 m) per volt range.
A comparison of the values for aluminum oxide and tantalum pentoxide shows that the relative permittivity of tantalum pentoxide is higher than that of aluminum oxide and tantalum electrolytic capacitors should theoretically have a higher specific capacity than aluminum electrolytic capacitors. In real tantalum capacitors, however, these oxide layer thicknesses are formed much thicker than the later nominal voltage of the capacitor would require. This is done for reasons of safety, because the direct contact of the solid electrolyte in the capacitor with the oxide results in electrical micro-bridges in the area of defects, impurities or breaks in the oxide, which can lead to increased residual current or even to a short circuit. This measure means that in many cases the size differences between Ta-Elkos and Al-Elkos with the same nominal voltage and capacity are smaller than they could theoretically be possible.
Anode structures
One reason for the relatively high specific capacity of the electrolytic capacitors compared to other conventional capacitors is the greatly enlarged surface of the anode. In the case of aluminum electrolytic capacitors, the anode foil is electrochemically etched; in the case of tantalum electrolytic capacitors, the anode surface is significantly larger than a smooth surface by sintering fine powders. For small tensions, it can be up to a factor of 200 larger than a smooth surface.
- Structures of the anode materials of electrolytic capacitors

The anode foils of Al-Elkos are electrochemically etched (roughened), left: 10 V low-voltage anode foil, right: 400 V high-voltage anode foil

Sintered tantalum powder with an oxide layer on top


Both the etching of the aluminum anode foil and the sintering of the tantalum or niobium powder create a roughened anode, the surface of which is significantly larger than that of a smooth surface.
The structure of the anode and the material properties of the dielectric are the determining factors that determine the capacitance of the capacitors. The following table gives an overview of the properties of the different oxide materials.
Formation of the dielectric
To describe the chemical processes involved in the formation of
- Al electrolytic capacitors, see Aluminum electrolytic capacitor , from
- Ta electrolytic capacitors see Tantalum electrolytic capacitor .
electrolyte
The electrolyte , named after the electrolytic capacitors, now has the task of covering the roughened structures of the respective anodes with the applied dielectric as completely as possible in order to act as a counter electrode ( cathode ). To do this, it must be able to be introduced mechanically into the pores, which can only be done in liquid form. Solid electrolytes are therefore first introduced into the anode structures in liquid form and then solidified.
The most important electrical property of an electrolyte in an electrolytic capacitor is its conductivity .
Aluminum electrolytic capacitors usually have a liquid or gel-like electrolyte, which as an ion conductor physically has an ion conductivity with limited ion mobility, see also aluminum electrolytic capacitor # electrolyte . Sulfuric acid is usually used as the liquid electrolyte for tantalum electrolytic capacitors . Liquid electrolytes are inexpensive and provide oxygen for the self-healing of the dielectric oxide layer during operation, which means that low residual current values can be achieved. On the other hand, the very strong temperature dependence of electrical parameters, especially at low temperatures, is a consequence of the liquid freezing. The limitation of the service life of aluminum capacitors with liquid electrolytes due to drying out at high temperatures is also due to the use of liquids.
In addition to liquid electrolyte systems, electrolytic capacitors are also manufactured with solid electrolyte systems. Solid electrolytes have a significantly lower temperature dependence of the electrical parameters and have no drying processes. These electrolytes are electronic conductors, which means that electrical changes such as switching edges or transients are passed on without delay, which means that special circuit specifications are required. Such solid electrolytes consist of either
- Manganese dioxide , MnO 2 , see also tantalum electrolytic capacitor # Cathode (electrolyte) or from a
- conductive polymer, for example Pedot: PSS , see also polymer electrolytic capacitor # electrolytes .
Types and forms
Basic structure of aluminum electrolytic capacitors
In the case of aluminum electrolytic capacitors , the etched and formed anode foil is wrapped together with a second aluminum foil and a paper strip as a spacer, soaked with the electrolyte, installed in an aluminum metal cup and then sealed. The second Al foil is called the cathode foil, although the electrolyte is the actual cathode.
- Basic structure of an aluminum electrolytic capacitor with liquid electrolyte

Open winding of an aluminum electrolytic capacitor with multiple contacts of the electrode foils

Cross-section through the structure of an aluminum electrolytic capacitor with the anode foil, the oxide (dielectric) on top, the paper spacer and the cathode foil

Structure of a typical radial (single-ended) aluminum electrolytic capacitor with liquid electrolyte



Basic structure of tantalum and niobium electrolytic capacitors
In the case of tantalum and niobium electrolytic capacitors , the anode consists of fine-grained, sintered and formed metal powder. This electrolyte cell is provided with the electrolyte, which is then contacted with a graphite and a silver layer. The casing usually consists of a plastic extrusion.
- Basic structure of an SMD tantalum electrolytic capacitor with solid manganese dioxide electrolyte

The tantalum anode of a tantalum electrolytic capacitor consists of sintered tantalum powder

Cross-section through the structure of the sintered tantalum anode with the oxide, the manganese dioxide electrolyte and the contacting of the electrolyte via a graphite and a silver layer

Structure of a typical SMD tantalum chip electrolytic capacitor with solid electrolyte



Designs
Aluminum electrolytic capacitors make up the bulk of the electrolytic capacitors used in electronics because of the great variety of designs and their inexpensive manufacture. Tantalum electrolytic capacitors, mostly used in the SMD version, have a higher specific capacitance than the aluminum electrolytic capacitors and are used in devices with limited space or flat designs such as laptops. They are also used in military technology. Niobium electrolytic capacitors, a new development in mass business, are intended in the SMD design as a replacement for tantalum electrolytic capacitors.

Types and properties of electrolytic capacitors
Pedigree of electrolytic capacitors
Due to the different anode materials and the combination of these materials with the different electrolyte systems, many different types of capacitors or families of capacitors have been developed over the years, which together form a "family tree of electrolytic capacitors".
|
||||||||||||||||||||||||||||||||||
| Overview of the different types of electrolytic capacitors through the combination of anode materials and different electrolyte systems |
||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Characteristic values of the electrolytic capacitor types
The combination of the anode materials for electrolytic capacitors and possible electrolytes has resulted in a whole series of electrolytic types, each of which has its own particular advantages and disadvantages. The following table gives a rough overview of the most important characteristics of the different capacitor types.
| Anode material |
electrolyte | Capacitance range [uF] |
Nominal voltage range [V] |
Max. Category temperature [° C] |
|---|---|---|---|---|
| Aluminum foil |
liquid: e.g. B. DMF , DMA , GBL | 0.1 ... 1,000,000 | 6.3 ... 550 | 105/125/150 |
| liquid: borax , glycol | 0.1 ... 2,700,000 | 6.3 ... 630 | 85/105 | |
| liquid: water-based | 1 ... 18000 | 6.3 ... 100 | 85/105 | |
| solid: conductive polymer | 2.2 ... 3900 | 2.0 ... 200 | 125 | |
| Hybrid: polymer and liquid | 6.8 ... 1000 | 6.3 ... 125 | 105/125 | |
| Tantalum sintered body |
liquid: sulfuric acid | 0.1 ... 15,000 | 6.3 ... 150 | 125/150/200 |
| solid: manganese dioxide | 0.1 ... 1500 | 2.5 ... 63 | 105/125/150/175 | |
| solid: conductive polymer | 0.47 ... 3300 | 2.5… 125 | 105/125 | |
| Niobium sintered body |
solid: manganese (IV) oxide | 1… 1500 | 2.5 ... 10 | 105 |
The so-called "wet" Al-Elkos were and are the cheapest components in the area of high capacitance values and in the area of higher voltages. They not only offer inexpensive solutions for screening and buffering, but are also relatively insensitive to transients and overvoltages. If there is enough space in a circuit structure or if voltages greater than 50 V are required, aluminum electrolytic capacitors with liquid electrolytes can be found in all electronics, with the exception of military applications.
Tantalum electrolytic capacitors in the form of surface-mountable "Ta-Chips" have a permanent place in all areas of industrial electronics as reliable components for devices in flat design or in which there is little space that should work in the largest possible temperature range with stable electrical parameters. In the field of military and space applications, only tantalum electrolytic capacitors have the necessary approvals.
Niobium electrolytic capacitors are in direct competition with industrial tantalum electrolytic capacitors; their properties are comparable. Because of their slightly lower weight, they offer an advantage over tantalum electrolytic capacitors in applications with high requirements for vibration and shock resistance. In addition, niobium is more readily available.
Differentiation from supercapacitors

Electrolytic capacitors fill the gap between the static plastic film and ceramic capacitors and the electrochemical supercapacitors . They have a higher capacity per structural volume than the two types of static capacitor mentioned, but a significantly lower capacity than the electrochemical supercapacitors. The energy density of the electrolytic capacitors, that is the measure of the storable electrical energy per room volume, is significantly lower than that of the supercapacitors, but like the other static capacitors, the electrolytic capacitors have a much higher power density . The power density of an energy carrier is a measure of the speed with which a power can be absorbed or delivered per unit of volume or mass. This difference results in a clear distinction between electrolytic capacitors and supercapacitors in terms of application areas. Electrolytic capacitors buffer fast energy peaks for short times and smooth DC voltages by sifting superimposed alternating currents into the MHz range. Supercapacitors buffer DC voltages and deliver energy over long periods of time. They are not suitable for smoothing rectified alternating voltages.
history
origin
The phenomenon that an electrochemical process can be used to create a layer on aluminum that allows an electric current to pass in only one direction, but blocks the current in the other, was discovered in 1875 by the French researcher Ducretet . Because of this effect as an "electric valve", he gave metals with this property the nickname valve metal . In addition to aluminum , tantalum , niobium , this also includes manganese , titanium , tungsten and others.
Aluminum electrolytic capacitors

Charles Pollak , born as Karol Pollak, who was later called the Polish Edison , had the idea in 1896 to use the one-sided blocking oxide layer as the dielectric of a polarized capacitor in a direct current circuit. As a manufacturer of accumulators , Pollak had extensive knowledge of chemistry in addition to his physical knowledge. He combined the idea of the polarized capacitor with his knowledge that the oxide layer in an alkaline or neutral electrolyte remains stable even when the current is switched off. He put these two findings together and designed a "liquid capacitor with aluminum electrodes". For this idea he was granted the patent (DRP 92564) in Frankfurt in 1896 , which became the basis for all later electrolytic capacitors.
The new "liquid capacitors", which were built according to the Pollak invention, achieved a specific capacitance due to the very thin electrically blocking aluminum oxide layer on the anode, which by far exceeded all capacitors known at the time, such as paper capacitors or glass capacitors . At the beginning of the new century they were used in Germany to suppress the 48 V DC voltage of telephone systems.
First designs - "wet" -Elkos

The structure of these "electrolytic capacitors" had little resemblance to today's designs and is more reminiscent of the structure of batteries. They consisted of a metal box which was filled with a borax electrolyte and in which a folded sheet of aluminum was installed as an anode floating freely. The metal cup then simultaneously served as a cathode connection via the electrolyte. This construction was used until the 1930s and gave its name to the so-called "wet" electrolytic capacitors. "Wet" also in the sense that the electrolyte was not only liquid, but also contained a lot of water.
Invention of the cathode foil

Samuel Ruben is considered the father of all modern aluminum electrolytic capacitors. In 1925, as a partner of Philip Mallory, the founder of the battery manufacturer who is now known under the name Duracell , he submitted his idea of a new "Electric Condenser" for a patent in 1925. The Rubens electrolytic capacitor took over the technique of layered construction with several stacked anodes from the mica capacitors . He added a second separate aluminum foil to each anode, which he separated with a layer of paper as mechanical protection against direct metallic contact with the anode. Like the anodes, he conducted the second aluminum foil, later called “cathode foil”, to the outside with a contact strip, where they were combined and connected to the connections. The entire block was saturated with a liquid but anhydrous electrolyte. With this construction, the housing previously used as a cathode connection no longer had an electrical function. These capacitors became known as "dry electrolytic capacitors" because the electrolyte, which was still liquid, was free of water and could no longer be heard when shaken.

With this and shortly afterwards (1927) the invention of wrapped foils with a paper interlayer by Alfred Heckel in Berlin, the construction volume of the electrolytic capacitors became considerably smaller and cheaper and the production could be automated. With such new, wound capacitors, Cornell-Dubilier in South Plainfield, NJ, USA began the first industrial series production of aluminum electrolytic capacitors in 1931. In Germany, at the same time, industrial series production began at AEG in the AEG Hydrawerk in Berlin. Consistent automation, especially in the USA, made it possible to manufacture these capacitors small and inexpensive enough for the radio sets that were new at the time.
After 1950 - constant further developments
The time after the Second World War is associated with a further rapid development in radio and television technology with a sharply increasing demand for electrolytic capacitors. The increasing number of devices changed the type of assembly from manual to automatic assembly of the components in the devices. That required the adaptation of the capacitor designs. With the introduction of printed circuit board assembly with fixed grid dimensions at the beginning of the 1960s, the predominant axial design in Europe, which arose when the components were still freely floating on soldering terminals, was replaced by the cheaper radial, upright built-in design developed in the Far East (single-ended Electrolytic capacitors). Even larger, so-called "power electrolytic capacitors" were later adapted to the design of the snap-in electrolytic capacitors for PCB assembly.
Another new technology in the device industry, surface mounting technology , then led to the SMD designs for electrolytic capacitors in the 1980s. The "single-ended" design proved to be particularly adaptable. Because the round, "vertical chip electrolytic capacitors" (V-chips) are basically nothing more than radial electrolytic capacitors, the support and connections of which have been modified for surface mounting.

In parallel to these developments, new electro-chemical etching processes were developed to increase the anode surface to increase the capacity. Nowadays, the capacitively effective anode surface in low-voltage electrolytic capacitors can be up to 200 times larger than that of a smooth film. In the case of high-voltage electrolytic capacitors with thicker oxide layers, surface enlargements of up to a factor of 30 are achieved.
At the same time, considerable efforts were made in these years to improve the long-term stability of the electrolytic capacitors by improving the electrolytes. Here played chlorine and water, a special role. Both substances caused signs of corrosion with different effects. Chlorine corrosion eroded the aluminum and ultimately led to a short circuit, the water-driven corrosion weakened the oxide layer and caused the residual current problems of the electrolytic capacitors of the early 1950s.
From around the beginning of the 1960s, the chlorine problem was eliminated through purity measures to reduce the residual chlorine content in electrolytic capacitor production. The problem of water-driven corrosion, in which increased residual currents occurred after a short storage period, initially led to reforming regulations that were proposed for the capacitors to self-heal. It was only with the development of anhydrous electrolyte systems based on organic solvents in the 1970s and the passivation of aluminum oxide with the help of so-called inhibitors containing phosphate chemicals in the 1980s that aluminum electrolytic capacitors could be produced with liquid electrolytes without residual current problems.
These developments made it possible in these years to develop more and more series for industrial applications with a longer service life, smaller residual currents, lower ESR values or higher temperature resistance, for example, the first 125 ° C Al electrolytic capacitor series was developed by Philips in 1986 and brought on the market.
The price pressure in the mass business with digital devices, especially with PCs, has played a major role in the latest development of new electrolytes for aluminum electrolytic capacitors. With the aim of reducing costs, new water-based electrolytes were developed in Japan from the mid-1980s. Water is inexpensive, is an effective solvent for electrolytes and significantly improves the conductivity of the electrolyte. But water reacts violently with unprotected aluminum and causes water-driven corrosion that can destroy the electrolytic capacitor. In 1998, the Japanese manufacturer Rubycon launched the "Z series", the first capacitors that worked with an electrolyte with a water content of around 40%. Other manufacturers followed shortly afterwards. The new series were as English "Low ESR", "low-Impedance-", or "High Ripple Current electrolytic capacitors" touted and were quickly deployed in mass market. A stolen formulation of such a water-containing electrolyte, which lacked important stabilizing substances, led in the years 2000 to 2005 to the problem of massive bursting electrolytic capacitors in PCs and power supplies, which became known as " capacitor plague ".
Tantalum electrolytic capacitors
The first tantalum electrolytic capacitors with wound tantalum foils and liquid electrolyte were manufactured in 1930 by Tansitor Electronic Inc. USA for military purposes. The main development of tantalum electrolytic capacitors took place from 1950 in the Bell Laboratories (USA). RL Taylor and HE Haring came up with the idea in 1950, instead of etching tantalum foil, to sinter tantalum powder at high temperatures in order to obtain a large anode surface. At the same time, at Bell Laboratories, DA McLean and FS Power were also researching a solid electrolyte. In 1952 they found the way to a solid electrolyte with the pyrolysis of liquid manganese nitrate (Mn (NO 3 ) 2 ) into solid, semiconducting manganese dioxide (MnO 2 ).

In 1954 Preston Robinson succeeded in producing the first functional tantalum capacitor with MnO 2 electrolytes at the Sprague Electric Company (today: Vishay ) . The new technology was quickly developed and perfected to such an extent that very soon numerous manufacturers, including in Japan and Europe, started large-scale production.
In the mid-1990s, a new chemical process was developed at HC Starck GmbH, Germany, which made it possible to produce tantalum powder with extremely small grain sizes. As a result, a tenfold increase in the specific powder capacity could be achieved by 2015, whereby the capacity of a tantalum capacitor also increased by a factor of 10 for a given volume.
Nowadays, tantalum capacitors in the SMD design can be found in almost all flat-panel electronic devices. They account for more than 80% of tantalum capacitor production, which is about 40% of the world's tantalum demand.
Niobium electrolytic capacitors
The first niobium electrolytic capacitors were developed in parallel with the development of tantalum electrolytic capacitors in the 1960s in both the United States and what was then the Soviet Union. There, due to the better availability of the base metal, they took the place that the military tantalum electrolytes with sintered anodes and manganese dioxide electrolytes had in the west. The main difficulty in the development of Nb electrolytic capacitors turned out to be the high diffusion rate of oxygen from the dielectric Nb 2 O 5 layer into the metallic anode, as a result of which the niobium capacitors tended to have a high and unstable residual current behavior, especially at high temperatures. Therefore the development in the USA was not continued at the time.
Around the turn of the millennium there was a shortage of tantalum, which led to the development of niobium electrolytic capacitors being resumed, since niobium as a raw material is significantly more common than tantalum in the earth's crust and is also cheaper.
Through specially prepared Nb powder and process adjustments using nitrogen in the production of niobium capacitors, the two manufacturers Epcos and Kemet succeeded in producing niobium electrolytic capacitors with stable electrical parameters using pure metal as the anode.
A second solution to reduce oxygen diffusion and stabilize the residual current was to use niobium oxide NbO as the anode instead of the pure metal. This solution was developed by the manufacturer AVX, who uses NbO as an anode for its niobium capacitors with the trade name "OxiCap".
The nominal voltage and temperature range of niobium chip capacitors, which is limited compared to tantalum chip capacitors, has limited high sales expectations in recent years, so that currently (2016) only a few manufacturers remain.
Polymer electrolytic capacitors

Due to the increasing digitalization of electronic circuits since the 1970s, the main objective in the development of all electrolytic capacitors, in addition to reducing the size, was to reduce the internal ohmic losses, the ESR and the reduction of the internal inductance ESL, because the switching frequencies were getting higher and the The ripple current load on the capacitors in the power supplies increased.
This significant increase in electrolyte conductivity was achieved by an organic conductor, the charge transfer salt TCNQ, ( tetracyanoquinodimethane ). It was first manufactured in 1973 by A. Heeger and F. Wudl. With this TCNQ electrolyte, it was possible to improve the conductivity by a factor of 10 compared to the manganese dioxide electrolyte. In 1983 Sanyo brought these aluminum capacitors, called "OS-CON", onto the market.
With the development of conductive polymers since 1977 by Alan J. Heeger , Alan MacDiarmid and Hideki Shirakawa further improvements became possible. The conductivity of conductive polymers such as polypyrrole or PEDOT as an electrolyte in electrolytic capacitors is 100 to 500 times better than that of TCNQ and comes close to the conductivity of metals.
The first aluminum electrolytic capacitors with a solid, conductive polypyrrole polymer electrolyte were brought out in 1988 by the Japanese manufacturer Nitsuko with the designation "APYCAP" as wired radial aluminum electrolytic capacitors with the conductive polymer polypyrrole . But it was not until 1991 when the manufacturer Panasonic came onto the market with its “SP-Cap” polymer electrolytic capacitors that this new technology achieved its breakthrough. Tantalum electrolytic capacitors with polymer electrolytes followed shortly afterwards. In 1993 NEC brought SMD chips with polypyrrole electrolyte onto the market with its "NeoCap" tantalum electrolytic capacitors. In 1997 Sanyo followed with the "POSCAP" tantalum chips.
The development of conductive polymers for electrolytic capacitors was promoted around 1990 by HC Starck, a subsidiary of Bayer AG. The newly developed polymer PEDOT (poly (3,4-ethylenedioxythiophene), trade name Baytron) has a conductivity of up to 600 S / cm, a significantly higher conductivity than polypyrrole. In 1999, Kemet introduced tantalum chips with PEDOT electrolytes to the market. Two years later, Kemet also offered polymer-aluminum electrolytic capacitors with PEDOT.
At the end of 2010, the manufacturer of the OS-CON capacitors, Sanyo, was taken over by Panasonic. The OS-CON-TCNQ electrolytic capacitors were then discontinued by the new owner and offered under the same name as "New OS-CON polymer electrolytic capacitors".
After the turn of the millennium, hybrid polymer capacitors were developed, which have a liquid electrolyte in addition to the polymer electrolyte. With this construction, the residual current can be reduced.
Electrical characteristics
Equivalent circuit diagram
The electrical properties such as capacity, losses and inductance of real capacitors are determined according to the basic specification IEC 60384-1, which in Germany is called DIN EN 60384-1; VDE 0565-1 has been published, described with the help of an idealized series equivalent circuit diagram.

Here are:
- , the capacitance of the capacitor,
- , the equivalent series resistance or equivalent series resistance, it summarizes all ohmic losses of the component. This effective resistance is generally only called "ESR" ( Equivalent Series Resistance )
- , the equivalent series inductance or replacement series inductance, in it all inductive parts of the component are summarized, it is generally only called "ESL" ( Equivalent Series Inductivity L).
- , the parallel resistance to the ideal capacitor, which represents the residual current (leakage current) of the electrolytic capacitor.




Capacity and capacity tolerance
The usual unit of capacitance for electrolytic capacitors is " µF ".
The capacity of an electrolytic capacitor is frequency and temperature dependent. At a frequency of 0 Hz, i.e. with direct voltage, an electrolytic capacitor has a charging capacity that corresponds to the stored charge . This capacity is called DC capacity. It is measured with a time measurement using the charge or discharge curve of an RC element . This measurement method is time-consuming and not industrially feasible. Therefore, the capacitance of electrolytic capacitors is measured in a capacitance measuring bridge with an alternating voltage of ≤ 0.5 V and a frequency of 100/120 Hz at room temperature of 20 ° C. The capacity value measured in this way is about 10 to 15% lower than the value corresponding to the stored charge. In terms of the measuring frequency, electrolytic capacitors differ from ceramic and plastic film capacitors , whose capacitance is measured at 1 kHz.
While aluminum electrolytic capacitors with liquid electrolytes can be measured with an alternating voltage of 0.5 V, Ta electrolytic capacitors with solid electrolytes must be measured with a positive DC bias voltage that prevents incorrect polarity, see also tantalum electrolytic capacitor # capacitance and capacity tolerance .
The specified in the data sheets of the manufacturer capacitance value for electrolytic capacitors is the "nominal capacity C R " ( Rated capacitance C R ), also known as "design capacity". According to DIN EN / IEC 60063, it is specified in values corresponding to the E series . This nominal value is specified in accordance with DIN EN / IEC 60062 with a permissible deviation, the capacity tolerance, in such a way that no overlaps occur.
| E3 series | E6 series | E12 series |
|---|---|---|
| 10-22-47 | 10-15-22-33-47-68 | 10-12-15-18-22-27 33-39-47-56-68-82 |
| Capacity tolerance ± 20% | Capacity tolerance ± 20% | Capacity tolerance ± 10% |
| Code letter "M" | Code letter "M" | Code letter "K" |
The actual measured capacitance value must be within the tolerance limits at room temperature.
The capacitance tolerance of electrolytic capacitors is quite large compared to other capacitor families. It results from the spread of the etching of the Al anode or from the spread of the grain sizes of the powders used and the subsequent sintering. However, it is completely sufficient for the predominant applications of electrolytic capacitors in power supplies.
Nominal voltage and category voltage

The dielectric strength of electrolytic capacitors can be produced specifically for the desired nominal voltage of the capacitor via the anodic oxidation (formation) of the dielectric. Therefore, even very small nominal voltages such as B. 2.5 V, which is not possible with foil or ceramic capacitors. Such small voltages are increasingly required in modern integrated circuits.
The dielectric strength of the respective oxide layer decreases with increasing temperature. Therefore, often two voltages are especially when electrolytic capacitors with solid electrolytes specified, the "nominal voltage U R " ( Rated voltage U R ), which is the maximum DC voltage constant at any temperature within the nominal temperature range of T R ( Rated temperature T R being input) allowed and the "Category voltage U C " ( Category voltage U C ) which is the maximum DC voltage constant at any temperature within the category temperature range T C ( Category temperature T C may abut). Figure 1 shows this relationship.
The sum of a constant DC voltage applied to the capacitor and the peak value of a superimposed AC voltage must not exceed the voltage specified for the capacitor. Exceeding the specified voltage can destroy the capacitor.
The operation of electrolytic capacitors with a voltage lower than the specified nominal voltage has a positive influence on the expected failure rate.
Nominal temperature and category temperature
The relationship between the nominal temperature range T R and the nominal voltage U R as well as the extended category temperature range T C and the reduced category voltage U C is explained in Figure 1.
Peak voltage
For safety reasons, electrolytic capacitors are formed with a higher voltage than just the nominal voltage. Therefore, they can during the operation for a short time for a limited number of cycles of a so-called " peak voltage U S " ( Surge voltage U S are exposed). The peak voltage is the maximum voltage value that is applied during the entire operation of the capacitors via a protective resistor of 1 kΩ or RC = 0.1 s with a frequency of 1000 cycles with a dwell time of 30 seconds and a pause of 5 minutes and 30 seconds without visible damage or a capacity change of more than 15%.
The permissible peak voltage is specified in DIN / EN IEC 60384-1. For aluminum electrolytic capacitors up to 315 V it is 1.15 times, for aluminum electrolytic capacitors> 315 V it is 1.1 times the nominal voltage. For Ta and Nb capacitors with solid electrolytes, the peak voltage is specified as 1.3 times the nominal voltage. However, for electrolytic capacitors with solid electrolytes, the peak voltage can lead to an increased failure rate.
Transients
Transients are fast, mostly low-energy surge peaks. In electrolytic capacitors with liquid electrolytes (Al electrolytic capacitors), the limited mobility of the ion charge carriers means that steep voltage edges are dampened. These electrolytic capacitors have a behavior towards transients that is similar to the behavior of Zener diodes and attenuates voltage peaks. This behavior only applies to low-energy transients and depends on the size of the capacitor. A general specification for this cannot be given.
Hybrid polymer aluminum electrolytic capacitors, like electrolytic capacitors with liquid electrolytes, are relatively insensitive to transients.
Electrolytic capacitors with solid electrolytes are generally sensitive to overvoltages and transients, since the solid electrolyte, as an electron conductor, transmits electrical changes without delay. These fast overvoltage peaks can therefore cause changes in the oxide of the dielectric in tantalum or niobium electrolytic capacitors with solid electrolytes. The changes in the oxide can lead to a short circuit under certain circumstances.
Polarity reversal (reverse polarity)
Electrolytic capacitors, both with aluminum and with tantalum or niobium anode, are generally polarized capacitors whose anode must be operated with a positive voltage compared to the cathode. However, a distinction can be made between aluminum electrolytes with liquid electrolytes, which are constructed with a cathode foil, and tantalum and niobium electrolytes, which work with a solid electrolyte.
Al electrolytic capacitors with liquid electrolytes are designed with a cathode foil as a power supply to the electrolyte. This cathode foil also has a thin oxide layer, which has a dielectric strength of about 0.6 V at higher temperatures and 1.5 V at room temperature. This is why Al electrolytic capacitors are relatively insensitive to short-term and very small polarity reversal voltages. However, this property must not be used for a permanent load with a small alternating voltage. Polarity reversal voltages above this 1.5 V can destroy aluminum electrolytic capacitors.
If a polarity reversal voltage is applied to an electrolytic capacitor with solid electrolyte, a current begins to flow from a type-dependent threshold value. This current initially flows in local areas where there is contamination, broken oxide or defects. Although the currents are very small, this creates a local thermal load that can destroy the oxide layer. If the polarity reversal or polarity reversal voltage applied to the Ta or Nb electrolytic capacitor for a longer period of time exceeds the type-dependent threshold value, this inevitably leads to a short circuit and thus to destruction of the capacitor.
In order to minimize the risk of incorrect polarity when fitting, all electrolytic capacitors are marked with a polarity mark, see polarity markings .
As an exception to incorrect polarity, bipolar electrolytic capacitors are to be considered, which are constructed with two oppositely connected anodes.
Impedance Z and equivalent series resistance ESR


Analogous to Ohm's law , where the quotient of direct voltage U DC and direct current I DC is equal to a resistance R , the quotient of alternating voltage U AC and alternating current I AC is :

Called alternating current resistance or impedance . It is the amount of the complex impedance of the capacitor at the selected measuring frequency. (The data sheets of capacitors, only the impedance, so the amount of impedance (is Impedance ) specified).


If the series equivalent values of a capacitor are known, then the impedance can also be calculated using these values. It is then the sum of the geometric (complex) addition of the effective and reactive resistances, i.e. the equivalent series resistance ESR ( Equivalent Series Resistance ) and the inductive reactance X L with the equivalent series inductance ESL ( Equivalent Series Inductivity L) minus the capacitive reactance X C .
The two reactances have the following relationships with the angular frequency ω :

which results in the following equation for the impedance :

(For the derivation of the sign convention used, see under Impedance ).
In the special case of resonance, in which the capacitive and inductive reactance are equal ( X C = X L ), the impedance Z is equal to the ESR of the capacitor, the value in which all ohmic losses of the capacitor are combined.
In some, especially older, data sheets for tantalum and aluminum electrolytic capacitors, the loss factor tan δ is specified instead of the ESR . It can be converted into ISR using the following formula :

It should be noted that due to the strong frequency dependency of the capacitance, the conversion of the ESR from the tan δ only applies to the frequency at which the loss factor was measured.
General impedance / ESR behavior of electrolytic capacitors
A special feature of the electrolytic capacitors are the relatively high capacitance values with a small construction volume, which can be achieved with this technology. Therefore, electrolytic capacitors are particularly suitable for decoupling and filtering circuits in the range of lower frequencies from 50/60 Hz up to a few MHz. They are therefore mainly to be found in the power supplies of electronic circuits.
The impedance Z is specified in the data sheets of electrolytic capacitors as an impedance without a phase angle. The measuring frequency of the impedance prescribed in accordance with DIN / EN IEC 60384-1 is 100 kHz. The impedance value measured at 100 kHz usually corresponds to the 100 kHz ESR value.
- Typical curves of the impedance and the ESR of electrolytic capacitors with different capacitance values (left) and with different technologies (right)
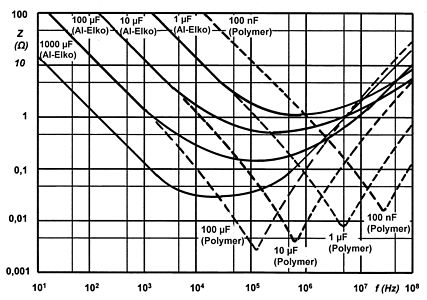
Typical curves of the impedance and the ESR of Al-Elkos and Al-Polymer-Elkos with different capacitance values

Typical impedance curves of 100 µF electrolytic capacitors with different electrolytes in comparison with a 100 µF ceramic class 2 MLCC capacitor.



The impedance or ESR of electrolytic capacitors depends on the materials and the structure of the capacitor. Due to their structure, wound capacitors have a higher inductance than capacitors with layered electrodes. A high specific capacitance of an electrolytic capacitor, which can be achieved with very high roughness of etched Al foils or very fine-grained Ta and Nb powders, has a higher ESR than capacitors with a lower specific capacitance due to the thinner current paths in the anode. The ESR in particular is also influenced by the electrolyte used. There are big differences between the aluminum capacitors with liquid electrolytes and capacitors with solid MnO 2 or polymer electrolytes. Special designs such as multi-anode technology or face-down technology also influence the impedance / ESR behavior of special electrolytic capacitors.
The impedance and the ESR are frequency and temperature dependent. In general, these values decrease with increasing frequency and temperature. Electrolytic capacitors with liquid electrolytes have a Z / ESR value that is roughly 10 times higher at low temperatures (−40 ° C) than at room temperature. Capacitors with solid electrolytes have a significantly lower temperature dependency with a factor of around 2 and an almost linear ESR curve over the entire specified temperature range.
Current carrying capacity
Ripple current

An alternating voltage superimposed on the direct voltage and applied to a capacitor causes charging and discharging processes in it. This results in an alternating current, the ripple current I R ( ripple current ) is called. It flows as RMS on the ESR of the capacitor and is frequency-dependent electrical losses P V el result

which heat it up from the inside out and lead to an increase in temperature. This internally generated temperature is added with any other heat sources to the operating temperature of the condenser, which then differs from the ambient temperature by the value ΔT .
This temperature difference ΔT is dissipated as thermal power loss P V th through thermal conduction , radiation and convection via the surface A and the heat transfer resistance β of the capacitor to the environment.

If the electrical losses P V el and the thermal power loss P V th are in thermal equilibrium, the temperature difference between the capacitor and the environment is calculated from:
- ΔT = I R 2 * ESR / A * β
The data sheet value of the ripple current for electrolytic capacitors is given as a sinusoidal effective value at 100/120 Hz or 100 kHz for a type-dependent temperature increase ΔT of the capacitor compared to the environment at the upper nominal temperature. Non-sinusoidal operating currents with other frequencies must therefore be measured or calculated as an effective value. Series-specific conversion tables are provided by many manufacturers.
In aluminum electrolytic capacitors with liquid electrolytes, the heat generated by the ripple current forces the capacitors to dry out and thus influences the service life of the capacitors.
The heating caused by the ripple current also influences the service life of polymer electrolytic capacitors via the degeneration of the polymer.
In the case of tantalum and niobium electrolytic capacitors with MnO 2 electrolytes, the heating caused by the ripple current influences the reliability of the capacitors.
Exceeding the specified ripple current can lead to destruction (explosion, fire) of the capacitor.
Charge, discharge, inrush current
Aluminum electrolytic capacitors with liquid electrolytes are relatively insensitive to high current peaks ( current surge ) during charging or discharging processes because of the limited mobility of the ion charge carriers . Also high inrush currents ( inrush current ) usually do not cause failures. However, when these currents are loaded, the specified maximum ripple current must not be exceeded.
Tantalum and niobium electrolytic capacitors with solid electrolytes are generally sensitive to high current peaks or high inrush currents. Since the solid electrolyte, as an electron conductor, transmits electrical changes with steep current flanks di / dt without delay, there are rapid changes in the field strength in the dielectric. Defects, the tiniest mechanical damage or impurities in the dielectric heat up more quickly than the rest of the dielectric with rapid changes in the electrical field. As a result, the oxide structure can change selectively from an amorphous to a crystalline structure. This process is known as "field crystallization", which under certain circumstances can lead directly to a short circuit. Tantalum, niobium and also tantalum polymer electrolytic capacitors must therefore comply with specified application rules, e.g. B. operated with a voltage derating or with a current limitation.
Residual current



A special feature of electrolytic capacitors is the so-called leakage current , formerly also called leakage current . The residual current of an electrolytic capacitor is the direct current that flows through it when a direct voltage of the correct polarity is applied. The residual current contains all undesired direct currents caused by contamination and mechanical damage to the dielectric, which can pass through the dielectric. The residual current is capacity, voltage, temperature and time dependent and depends on the history of the capacitor, e.g. B. from soldering. In the case of aluminum electrolytic capacitors with liquid electrolytes, it also depends on the previous storage time and on the chemical compatibility of the electrolyte with the oxide layer.
The residual current is specified by a value obtained by multiplying the nominal capacitance value C R and the nominal voltage U R , to which a small fixed value is often added, for example:

This value, measured with the nominal voltage at room temperature, must be observed after a prescribed measuring time, for example 2 minutes.
The residual current values of the different types of electrolytic capacitors differ significantly from one another. Capacitors with solid electrolytes have a very fast residual current decay curve, but then remain at the level reached. Capacitors with liquid electrolytes can also reach or even fall below this level through constant reforming processes (self-healing).
The residual current of electrolytic capacitors with liquid electrolyte becomes lower and lower during operation, due to self-healing effects, the longer the capacitors are connected to voltage. In the case of Ta and niobium electrolytic capacitors with solid electrolytes, selective self-healing in the oxide can lead to slight increases in the residual current over time.
Although the residual current values of today's electrolytic capacitors are quite small, they are significantly higher than the currents through the insulation resistance of plastic film or ceramic capacitors. Therefore, electrolytic capacitors are not suitable for circuits such as B. sample-and-hold circuits , precise time measurements or stabilization of high-resistance voltage sources.
Dielectric absorption (recharge effect)
The dielectric absorption ( latin absorbere "aspirate, absorb") describes the dielectric properties of a non-conductor as a function of frequency . With electrolytic capacitors, the effect is responsible on the one hand for the dielectric losses in AC voltage operation and on the other hand for the increase in the residual current when the electrolytic capacitor is switched on and for the occurrence of a voltage on the capacitor after switching off and discharging the electrolytic capacitor. This effect is also called the reload effect.
The voltage that can arise at the connections of electrolytic capacitors after switching off and discharging due to the dielectric relaxation can reach quite high values, see table
| Capacitor type | Dielectric absorption |
|---|---|
| Tantalum electrolytic capacitors with solid electrolytes | 1 to 5%, 10% |
| Aluminum electrolytic capacitors with liquid electrolyte | about 10% |
Electrolytic capacitors have a relatively high value with a dielectric absorption of about 10 to 15%. Under certain circumstances, this can lead to relatively high voltages (even a few tens of volts), which can be a hazard: This can damage semiconductors or cause sparks when short-circuiting connections. But this effect is also rather undesirable in measuring circuits, since it leads to incorrect measurement results. Larger aluminum electrolytic capacitors are therefore usually transported or delivered with a short-circuit clip over the connections.
Notes on operation
reliability
The reliability of a component is a property that indicates how reliably ( failure rate ) this component will fulfill its respective function in a time interval ( service life ). It is subject to a stochastic process and can be described qualitatively and quantitatively; it is not directly measurable.
Failure distribution (bathtub curve)

The temporal behavior of failures in a batch of similar components is shown as a so-called bathtub curve, which has three areas: 1) area of early failures, 2) area of constant failure rate (random failures) and 3) area of wear failures (change failures). With all electrolytic capacitors, early failures are mostly removed at the manufacturer's facility during formation. In the area of the constant failure rate, only "random failures" occur. This range applies to the specification of the failure rate λ . The range ends when wear failures occur (change failures). As a result, area 2), the area of random failures, corresponds to the calculated service life of aluminum electrolytic capacitors with liquid electrolytes or of polymer electrolytic capacitors. Since no wear failures occur with tantalum electrolytic capacitors with MnO 2 electrolytes, area 3) is irrelevant for these capacitors.
Failure rate
The failure rate is a statistical value about the probable functionality of components in a time interval. It cannot be measured directly and is determined for electrolytic capacitors via the failures in the production-accompanying continuous voltage tests ( endurance test ) in which the components are tested with the applied nominal voltage at the upper nominal temperature. Both total failures ( short circuit , interruption) and change failures (exceeding characteristic value limits) are rated as failures .
The failure rate λ is obtained by dividing the failures C that have occurred by the number of test objects n multiplied by the test time t :

It indicates how many capacitors will fail on average in a unit of time and is given in 1 / time, i.e. failure per unit of time. As a statistical value, the failure rate is still at a confidence level ( confidence interval , confidence level subject), usually 95%. If the failure rate is constant, then the reciprocal of the failure rate is the mean operating time until failure MTTF ( Mean Time To Failure ) and is used to calculate a survival probability for a desired device service life in combination with other components involved.
The failure rate λ depends on the temperature, the applied voltage, various environmental influences such as humidity, shocks or vibrations and on the capacitance of the capacitor and, if applicable, the series resistance in the circuit. For this reason, the failure rate determined in the continuous voltage tests is converted to specific reference conditions. There are two definitions for this. For electrolytic capacitors with solid electrolytes, the internationally known and widespread definition of a reference failure rate λ ref (MIL) according to MIL-HDBK-217F is mostly used. This set of rules also defines the reference failure rate
- Failure rate λ ref (MIL) in "n% failures per 1000 h at 85 ° C and U = U R " and with a series resistance of 0.1 Ω / V
This standard comes from the military sector, but is also used in other industrial sectors.
The second definition of a reference failure rate is standardized according to IEC [DIN EN] 61709 and is mainly used in European industrial areas. The reference failure rate λ ref (FIT) with the unit FIT ( Failure In Time ) is used here.
- Failure rate λ ref (FIT) in “n failures per 10 9 h at 40 ° C and U = 0.5 or 0.8 U R ”.
To compare the numerical values, the respective reference failure rates must be converted to the individual operating conditions with the help of so-called acceleration factors. There are various models such as MIL-HDBK-217 F or Bellcore / Telcordia. The electrolytic capacitor manufacturers also provide their own calculation models, e.g. B. Vishay. and Kemet
Note: The failure rate of λ ref (MIL) = 0.1% / 1000 h can be roughly estimated as λ ref (FIT) = 1 · 10 −9 / h = 1 FIT.
Commercially available tantalum capacitors have become the very high military "C" achieved as standard products (commercial off-the-shelf (COTS)) level, which is 0.01% / 1000h at 85 ° C, and U R . With the acceleration factors according to MIL HDKB 217F, that is 0.02 FIT at 40 ° C and 0.5 U R for a 100 µF / 25 V tantalum chip capacitor with a series resistance of 0.1 Ω.
The published failure rates for aluminum electrolytic capacitors with nominal voltages from 6.3 to 160 V show failure rates in the range between 1 and 20 FIT and for electrolytic capacitors with nominal voltages from> 160 to 550 V failure rates in the range between 20 and 200 FIT at 40 ° C and U. = 0.5 and 0.8 U R .
Billions of component test hours are required to determine these already very low failure rates in the continuous voltage tests accompanying production. This requires a large amount of personnel and considerable financing. Even smaller numerical values can no longer be achieved with the help of tests. That is why failure rates are often mentioned that come from failure feedback from customers. These "field failure rates" are usually significantly lower than the failure rates determined in the tests. They are in the range between 0.5 and 20 FIT.
Failure rates are used to calculate the probability of survival of a device in combination with other components involved. For example, a flashing lamp consists of
- 20 resistors: 20 x 0.1 FIT
- 3 transistors: 3 x 1 FIT
- 2 electrolytic capacitors: 2 x 0.5 FIT
- 1 battery: 200 FIT.
The total failure rate is the sum of all failure rates and thus 206 FIT. The average operating time of the device is 554 years, provided the battery is changed regularly. But the electrolytic capacitors have a time limit in the range of the constant failure rate due to drying out. Then wear failures occur, depending on the series and operating conditions, they are likely to start after a few decades and thus start significantly earlier than after 554 years. This example clearly shows that the average operating time of the device, calculated with the failure rates, can never be longer than the calculated life of the aluminum or polymer electrolytic capacitors used.
lifespan
The term “service life” in connection with electronic components is used when the components of the component experience physical or chemical changes during operation, which lead to changes in the electrical parameters and the occurrence of wear failures. This applies u. A. for aluminum electrolytic capacitors with liquid electrolytes and for aluminum electrolytic capacitors with polymer electrolytes. These capacitors show signs of aging that are temperature-dependent and sometimes also voltage-dependent. With the so-called "wet" electrolytic capacitors, the electrolyte evaporates over time, with polymer electrolytic capacitors, thermal degradation of the polymer occurs. In connection with this, the electrical characteristics of both types of capacitors change over time, which ultimately leads to change failures and the functionality of the capacitors is only limited. The time until change failures occur is the “service life” or “ useful life ” ( useful life, load life, service life ) of these capacitors.
The change failures occur when defined change limits for electrical parameters are exceeded. These are a reduction in capacity of more than 30% for aluminum electrolytic capacitors or 20% for polymer electrolytic capacitors and an increase in ESR or the loss factor by more than a factor of 3 for aluminum electrolytic capacitors or factor 2 for polymer electrolytic capacitors compared to the respective initial value. The random failures, mostly total failures, during the service life are mostly negligible. If a certain percentage of failures in a batch has exceeded the specified change limits, then the end of the service life has been reached. At the same time, it is the end of the range of the constant random failure rate. This limited service life by changing the characteristic values can u. It may be shorter than the mean operating time determined by the MTTF until a random failure occurs.

The service life of the electrolytic capacitors is determined in production-accompanying, time-lapse continuous voltage tests ( endurance test ) with the nominal voltage applied at the upper nominal temperature. Typically, the capacitance and the residual current decrease over time while the equivalent series resistance ESR and the impedance increase.
Figure 2 shows the changes in the characteristic values of aluminum electrolytic capacitors with liquid electrolyte due to evaporation of the electrolyte in a tested batch during a 2000 h continuous voltage test at 105 ° C. The individually different drying rates can also be clearly seen due to the spread of the batch values at the end of the test.
In the case of aluminum electrolytic capacitors with liquid electrolytes, the limited service life due to evaporation and chemical decomposition can be significantly influenced by the design (sealing, type of electrolyte, purity of the materials). In the case of polymer electrolytic capacitors, the coating also influences the expected service life by preventing the effects of moisture.
The specification of the service life of aluminum capacitors with liquid electrolytes is made by combining the test time in hours and the test temperature, e.g. B. "5000 h / 85 ° C", "2000 h / 105 ° C" or "1000 h / 125 ° C". This specification specifies the minimum service life of the capacitors that they are likely to achieve at the continuously prevailing maximum temperature and applied nominal voltage. This specification also includes that the capacitors can be loaded with the nominal ripple current value. The heating of the capacitor of 3 to 10 K , depending on the series, caused by the ripple current through heat losses , is normally taken into account by the manufacturer by means of safety reserves when interpreting the results of his continuous voltage tests. A test with an actually flowing ripple current is not affordable for any manufacturer.
With aluminum electrolytic capacitors with liquid electrolytes, the rate of evaporation of the electrolyte depends on the temperature and the applied voltage. The service life is therefore temperature and voltage dependent. Operating the capacitors at a lower temperature and voltage than the test conditions will result in a longer life of the capacitors. The estimation of this service life extension for aluminum electrolytic capacitors with liquid electrolytes is mostly described in the data sheets of many manufacturers worldwide using the so-called 10 degree rule ( Arrhenius rule , RGT rule ):

- L x = service life to be calculated
- L Spec = Specified service life (useful life, load life, service life)
- T 0 = upper limit temperature (° C)
- T A = ambient temperature (° C),
With the help of this formula, which results in a doubling of the service life per 10 K temperature reduction, the operating time of the capacitors can be roughly estimated at any operating temperature, whereby the influence of the voltage load is not taken into account. According to this formula, the expected service life of a charge of 2000 h / 105 ° C electrolytic capacitors, which are operated at only 45 ° C, can be estimated at 128,000 hours or around 15 years. If the operating temperature were to rise to 65 ° C and the same service life should be achieved, then electrolytic capacitors of a different series with the specification of either 8000 h / 105 ° C or 2000 h / 125 ° C would have to be used.
The 10-degree rule only applies if it is confirmed by the respective capacitor manufacturer, because some manufacturers definitely specify different service life calculation formulas, sometimes even different formulas for different series, or different service life diagrams from which the Elko service life can be read for different loads. In all of these " calculations " of a service life, however, it should be noted that the calculation only results in an " estimated value " which is actually only the minimum value of the expected service life of a batch of capacitors of the same type.
Similar to the "wet" aluminum electrolytic capacitors, there is also a formula for aluminum polymer electrolytic capacitors for roughly calculating the expected service life under other operating conditions. The conversion is usually carried out using a 20 degree rule:

- L x = service life to be calculated
- L Spec = Specified service life (useful life, load life, service life)
- T 0 = upper limit temperature (° C)
- T A = ambient temperature (° C), better temperature of the electrolytic capacitor
According to this formula, the theoretically expected service life of a 2000 h / 105 ° C polymer electrolytic capacitor that is operated at 65 ° C is calculated with 200,000 h or a little more than 20 years, i.e. significantly longer than for "wet" electrolytic capacitors.
The 20 degree rule does not apply to hybrid polymer Al electrolytic capacitors that also contain a liquid electrolyte. The expected service life of these hybrid electrolytic capacitors can be calculated using the 10-degree rule mentioned above.
After the occurrence of change failures in a batch of Al or polymer electrolytic capacitors in operation, there is no immediate danger to the circuit. With today's high degrees of purity in the manufacture of electrolytic capacitors, a short circuit is not to be expected even after the “end of service life” defined in the standard has been reached as drying progresses. However, due to deterioration in impedance z. B. problems with the interference suppression or the like result.
With Ta electrolytes with MnO 2 electrolytes there are no signs of aging, not even with tantalum electrolytes with liquid electrolytes, which have a hermetic seal. There is no definition of a service life related to parameter changes for these components.
Shelf life
Up until the 1960s, aluminum electrolytic capacitors with liquid electrolytes had problems with high residual currents, both during delivery and during operation. This was due to two different types of corrosion , chlorine corrosion and water-driven corrosion. Modern liquid electrolyte systems are chemically stable and have no or only minor corrosive effects that could result in a high residual current. However, in terms of storage behavior, the electrolytic capacitors can be roughly divided into three groups due to the different water content of the electrolytes:
- Capacitors with high water content electrolytes (> 40%, the so-called low ESR capacitors) can be stored for about 1 to 2 years
- Capacitors with standard electrolytes based on borax or ethylene glycol with about 5 to 20% water can be stored for at least 2 years
- Electrolytic capacitors with anhydrous solution electrolytes based on, for example, γ-butyrolactone can be stored for up to 10 years.
In this sense, storable means that the capacitors soldered into a circuit can be switched on after the specified de-energized storage time without any further precautionary measures. The shelf life of electrolytic capacitors is checked with the help of a hot storage time test Shelf life test , usually 1000 hours, without applied voltage at the upper nominal temperature. This test accelerates any possible aggressive chemical processes that can lead to a high residual current and prevents self-healing through reforming because there is no voltage.
However, it should also be pointed out here that after 2 years of storage, the solderability of the connections can become problematic due to oxidation of the tin-plating.
With electrolytic capacitors with solid electrolytes, the residual current problem does not occur after storage times.
Causes of failure, self-healing and application rules
Causes of failure
The electrolytic capacitors manufactured today and used in devices meet the high quality requirements of industry in almost all areas. Occur anyway isolated on failures in the analysis of these failures, the failure causes (can failure mode ) are divided into four groups: 1) failure caused by an intrinsic chemical or physical process, 2) failures in the Elko development or production were caused by the manufacturer, 3) failures that were caused during device development or manufacture and 4) failures that occur during use by the device user. While points 2) to 4) are ultimately due to human error, if there is an inherent cause of failure, despite the best possible control of all manufacturing processes, sudden errors in operation cannot be completely ruled out.

In solid electrolyte tantalum electrolytic capacitors, there is such an inherent failure mechanism called “field crystallization”. During this process, the amorphous structure in the extremely thin, high-field-loaded dielectric oxide layer Ta 2 O 5 changes into a crystalline structure at hidden flaws in the oxide , increasing the conductivity of the oxide by a factor of 1000 and increasing the volume of the oxide increases. A punctual breakdown occurs, combined with a sudden increase in the residual current from the order of magnitude of nanoamps to the ampere range within a few milliseconds. If the current is not limited, the tantalum may ignite and the capacitor may burn. With current limitation, the heating is limited selectively, the conductive electrolyte MnO 2 is transformed into the insulating Mn 2 O 3 and the defect is switched off, the capacitor becomes functional again through this "self-healing".

Aluminum electrolytic capacitors with liquid electrolytes do not have an inherent failure mechanism that can lead to sudden failure, provided that the respective electrolyte is chemically neutral to the aluminum and its oxide. However, in these "wet" electrolytic capacitors, the electrical parameters change due to slow evaporation of the electrolyte, so that the service life of these electrolytic capacitors is limited in time.
However, all electrolytic capacitors can fail that can ultimately be traced back to human error. These are, for example, unclean production, poorly maintained tools or the use of incorrect parts during manufacture. But nowadays at least all major manufacturers of electrolytic capacitors have a well-structured quality assurance system that carefully monitors all steps from development through all process steps to the end product. The manufacturer's flow charts for the types of errors in the process steps demonstrate this high quality standard.
Electrolytic capacitor failures that were caused by the device user during use are also known. As an example, which can overclock of processors are used, with the aim of a higher processing power to achieve. This results in an increase in the ripple current in the device's power supply unit. The life expectancy of the power supply electrolytic capacitors can sometimes decrease significantly due to the associated increased heat development.
self-healing
All electrolytic capacitors actually tend to self-heal their oxide layer in the case of spot contamination, oxide fractures or weakened oxide areas, provided the electrolyte can supply the oxygen to build up the oxide. However, the different designs have different self-healing mechanisms. Solid electrolytes, for example, in contrast to liquid electrolytes, do not provide any oxygen to build up a new oxide layer. In addition, the field crystallization of tantalum electrolytic capacitors with MnO 2 electrolytes is an inherent cause of failure that lies in the structure of the anode oxide and cannot be cured by building up a new oxide layer. Here only the current limitation can cause self-healing.
Since niobium and niobium oxide electrolytic capacitors with the solid electrolyte manganese dioxide are structurally similar to the Ta electrolytic capacitors, it is reasonable to assume that a failure mechanism similar to that of the field crystallization occurs with these capacitors. But this is not the case. A point conversion of the dielectric niobium oxide layer Nb 2 O 5 from an amorphous to a crystalline form has no effects. If there is a punctual breakdown in the dielectric Nb 2 O 5 , the pentoxide is thermally transformed into niobium dioxide NbO 2 , a high-resistance, semiconducting material due to the heat generated . The punctual breakdown is almost isolated by the formation of the high-resistance NbO 2 , provided that the current is limited , another type of "self-healing". However, such weakly insulating points in the dielectric can lead to an increase in the residual current.
In the case of tantalum, niobium or aluminum electrolytic capacitors with solid polymer electrolytes, a locally limited higher residual current will form in the respective oxide in the event of a punctual breakdown, which leads to local heating of the polymer, whereby the polymer either oxidizes and depending on the type becomes high resistance or evaporates. Here, too, the defect is “switched off” and “self-healing” occurs.
In the case of aluminum electrolytic capacitors with liquid electrolytes, defects or a conversion of the oxide from the amorphous structure to the crystalline structure have no effect. With these capacitors, however, a chemically aggressive electrolyte can weaken the oxide. However, after applying a voltage with the correct polarity, the reforming process begins immediately, so that the oxide layer quickly repairs itself to the required dielectric strength through "self-healing". Special application rules are only required in exceptional cases.
- Self-healing mechanisms in the different types of electrolytic capacitors
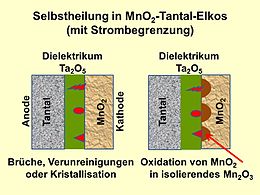
In the case of MnO 2 -Ta electrolytic capacitors with current limitation, the conductive electrolyte MnO 2 is thermally converted into the insulating Mn 2 O 3 in the event of a punctual breakdown and the defect is switched off.

In the case of MnO 2 Niobium electrolytic capacitors with current limitation, the insulating Nb 2 O 5 is converted into the high-resistance NbO in the event of a punctual breakdown and the defect becomes high-resistance.

In the case of polymer electrolytic capacitors, a higher point residual current flows through flaws in the oxide, which either oxidizes the polymer thermally with high resistance or vaporizes it, thereby switching off the flaw. (A current limitation is required for Ta polymer electrolytic capacitors)

In the case of Al electrolytic capacitors, the oxide layer heals through reforming after a voltage is applied, in that the liquid electrolyte makes the oxygen available.




The term “self-healing” means a completely different mechanism depending on the capacitor family under consideration.
Application rules
The different effects of defects in the oxide layers on the reliability or the service life of the different types of capacitors lead to different application rules for these capacitors. The following table shows the relationships between the failure modes, the self-healing capacity and the rules of use to ensure the self-healing of the respective electrolytic capacitors.
| Electrolytic capacitor family |
Long-term behavior | Failure mechanism |
Self-healing mechanism |
Application rule |
|---|---|---|---|---|
| Aluminum electrolytic capacitor, liquid electrolyte |
Slow drying of the electrolyte |
Change of the characteristic values | Reforming the oxide by applying a voltage |
Lifetime calculation |
| Aluminum electrolytic capacitor, polymer electrolyte |
Degradation of the conductivity of the polymer |
Change of the characteristic values | Isolation of the defects in the oxide by oxidation or evaporation of the polymer |
Lifetime calculation |
| Tantalum electrolytic capacitor, MnO 2 electrolyte |
Stable | Field crystallization | Thermally induced insulation of defects in the oxide by oxidation of the MnO 2 into the insulating MnO 2 O 3 with current limitation |
Voltage reduction 50% series resistance 3 Ω / V |
| Tantalum electrolytic capacitor, polymer electrolyte |
Degradation of the conductivity of the polymer |
Field crystallization Change in the characteristic values |
Isolation of defects in the oxide by oxidation or evaporation of the polymer |
Voltage reduction 20% |
| Niobium electrolytic capacitor, MnO 2 electrolyte |
Stable | Change of oxide structure | Thermally induced insulation of defects in the oxide through oxidation of the Nb 2 O 5 into the high-resistance NbO 2 |
Niobium anode: voltage reduction 50% Niobium oxide anode: voltage reduction 20% |
| Hybrid aluminum electrolytic capacitor, polymer plus liquid electrolyte |
Slow drying of the electrolyte |
Change of the characteristic values | Reforming the oxide by applying a voltage |
Lifetime calculation |
More information
Parallel and series connection
Parallel connection of electrolytic capacitors

If, in a parallel connection of capacitors, one specimen gets a short circuit, the entire energy of all capacitors is discharged through this defect. In the case of larger capacitors, in particular larger aluminum electrolytic capacitors for higher voltages, this can lead to quite large discharge phenomena with consequential damage. Therefore, in such a case, measures should be taken to limit the short-circuit discharge current. This can e.g. B. be done by individually protecting each capacitor via an overcurrent protection device.
Series or series connection of electrolytic capacitors

A series or series connection of electrolytic capacitors results in a distribution of the total voltage across the individual capacitors connected in series, which results from the individual insulation resistances. These insulation resistances are represented by the residual current of the capacitors. In the case of different residual currents, an uneven voltage distribution results after applying a voltage, which is inversely proportional to the individual residual current and can be quite large under certain circumstances. This can u. U. the maximum permissible voltage for individual copies in the capacitor bank may be exceeded. Therefore, in particular, larger aluminum electrolytic capacitors for higher voltages, such as those required in capacitor banks for frequency converters , must be balanced with balancing resistors or with active voltage balancing with push-pull transistors.
standardization
Standardization for all electrical, electronic components and related technologies follows the rules of the International Electrotechnical Commission (IEC) , a non-profit, non-governmental organization for international standards. In Germany, these standards were initially harmonized by the VDE as DIN standards, then in the European framework as EN standards. The terminology of the electrical characteristics for fixed capacitors for use in electronic devices as well as the methods for measuring and testing these parameters are internationally standardized in the basic specification
- IEC 60384-1, Fixed capacitors for use in electronic equipment - Part 1:
which in Germany also as DIN EN 60384-1; VDE 0565-1 has appeared. In addition to this, the preferred values for dimensions and properties as well as additional test methods, applicable test severity and acceptance criteria are defined in the corresponding framework specifications for electrolytic capacitors.
- IEC / DIN EN 60384-3, surface-mountable tantalum capacitors with solid manganese dioxide electrolyte
- IEC / DIN EN 60384-4, aluminum electrolytic capacitors with solid (manganese dioxide) or liquid electrolytes
- IEC / DIN EN 60384-15 Tantalum electrolytic capacitors with solid or liquid electrolytes
- IEC / DIN EN 60384-18, surface-mountable aluminum electrolytic capacitors with solid (manganese dioxide) or liquid electrolytes
- IEC / DIN EN 60384-24 - Surface-mountable tantalum electrolytic capacitors with conductive polymer solid electrolytes
- IEC / DIN EN 60384-25 - Surface-mountable aluminum electrolytic capacitors with conductive polymer solid electrolytes
- IEC / DIN EN 60384-26 - aluminum electrolytic capacitors with conductive polymer solid electrolytes
Circuit symbols
The electrical circuit symbols of electrolytic capacitors are standardized according to IEC / DIN / EN 60617-4.
Circuit symbols for electrolytic capacitors

polarized capacitor

polarized capacitor

polarized capacitor

Bipolar electrolytic capacitor




Type identification
If there is enough space, the capacitors should be labeled with the following:
- Polarity, nominal capacity, tolerance, nominal voltage, nominal temperature range, date of manufacture, manufacturer, series designation
Uncoded labeling is possible for larger components. In the case of chip capacitors, however, this is not possible because of their small size. Capacity, tolerance and date of manufacture can therefore be marked with abbreviations in accordance with IEC / DIN EN 60062.
Example of a short designation of the nominal capacity with a unit symbol (microfarad):
- µ47 = 0.47 µF, 4 µ7 = 4.7 µF, 47 µ = 47 µF
Example of a short designation of the nominal capacity with a number for the unit:
- 476
The first two digits indicate the value in picofarads, the third the number of subsequent zeros. 476 means 47 × 10 6 pF = 47,000,000 pF = 47 µF.
The tolerance is marked with a letter:
- K = ± 10%, M = ± 20%
The nominal voltage can be coded with a letter. There are no uniform rules here.
The date of manufacture is often printed in abbreviated form in accordance with international standards.
- Version 1: Coding with year / week, "0708" is then 2007, 8th calendar week
- Version 2: Coding with year code / month code
- Year code: "R" = 2003, "S" = 2004, "T" = 2005, "U" = 2006, "V" = 2007, "W" = 2008, "X" = 2009, "A" = 2010, "B" = 2011, "C" = 2012, "D" = 2013, "E" = 2014, "F" = 2015, "G" = 2016 etc.
- Month code: "1" to "9" = Jan. to Sept., "O" = October, "N" = November, "D" = December
- "A5" is then 2010, May
The previously used color coding of tantalum pearl capacitors no longer exists today.
Polarity marking
- Marking the polarity




In the case of electrolytic capacitors with liquid electrolytes ( non solid electrolyte ), the negative pole is marked.
There are several variants for marking the polarity:
- With the axial / horizontal design , the negative pole is connected to the housing, the positive pole is insulated. There is a notch all the way around on the positive side. With older electrolytic capacitors, the negative side is also marked with a colored ring.
- With the vertical design (radial design or also called "single ended") there is a vertical minus mark on the negative side. In addition, the plus connection is longer than the minus connection for loose, unstrapped goods.
- With SMD -Elkos there is a negative mark on the visible part of the cup, usually a black bar.
In the case of electrolytic capacitors with solid electrolytes ( solid electrolyte ), the positive pole is generally marked.
- In tantalum capacitors in bead form the positive pole of which is indicated by a plus.
- With the axial / horizontal design , the negative pole is connected to the housing, the positive pole is insulated. There is a notch all the way around on the positive side.
- Special note : The polarity markings on electrolytic capacitors with solid electrolytes, e.g. B. in polymer electrolytic capacitors , is specific to the respective design. The negative pole is marked on cylindrical wired or cylindrical SMD electrolytic capacitors. In the case of cuboid SMD electrolytic capacitors, the positive pole is marked with a bar.
- Marking of polarity on polymer aluminum electrolytic capacitors

In the case of the V-chip design and the radial design, the minus connection is color-coded.

In the case of the cuboid SMD design, the plus connection is color-coded.


Applications
Typical applications for polarized electrolytic capacitors are:
- Output smoothing capacitor ( smoothing capacitor ) for smoothing or sieving of the rectified AC voltages. B. in power supplies , in AC / DC converters or with a pulse width modulation (PWM), z. B. with LED drivers
- Input and output smoothing capacitor in DC / DC converters ( bypass capacitor )
- Support capacitor ( bulk capacitor ) for supporting or buffering DC voltages in the event of rapid load changes
- Decoupling capacitor ( decoupling capacitor, back-up capacitor ) decoupling of higher--frequency alternating voltage components within a circuit (derivation of alternating currents)
- Intermediate energy store for PFC circuits ( Power Factor Correction ) to improve the power factor in frequency converters
- Energy storage, e.g. B. airbag circuits and electron flash units , and uninterruptible power supplies (UPS)
- Charge collector for simple time generation in timing elements ( RC element )
- Coupling and decoupling of AC voltage signals, for example in low-frequency amplifiers, when there is a potential difference ( level shifting ). It should be noted that the electrolytic capacitors require a corresponding DC bias voltage
Typical applications for bipolar (non-polarized) electrolytic capacitors are:
- Bipolar electrolytic capacitors as starting capacitors for single-phase asynchronous motors
- Audio frequency capacitors for audio signals in crossovers , e.g. B. for loudspeaker boxes
Technological comparisons
The term "electrolytic capacitors" includes several types with very different properties. These properties never meet all the requirements that come from the various applications; there are always advantages and disadvantages. The public is particularly interested in the new developments in polymer electrolytic capacitors with their extremely low ESR values compared to multilayer ceramic chip capacitors (MLCC) and plastic film capacitors . Because the ESR and ESL properties of polymer electrolytic capacitors on the one hand are increasingly approaching those of MLCC capacitors. On the other hand, the specific capacitance of class 2 MLCC capacitors is approaching that of tantalum chip capacitors more and more.
With this increasing comparability it becomes necessary to compile arguments for or against certain capacitor technologies. Here is a small selection of special comparisons for or against certain capacitor technologies:
- Capacitors for switching power supplies: Kemet
- Analog Circuit Capacitors: Analog Devices Inc.
- Al-polymer electrolytic capacitors compared to MLCC: Panasonic
- MLCC Compared with Ta-Ekos, polymer electrolytic capacitors and “wet” Al electrolytic capacitors: Murata, Kemet, AVX, Kemet / Texas Instruments
- Al-polymer electrolytic capacitors compared to “wet” aluminum electrolytic capacitors: NCC
- Ta-polymer electrolytic capacitors compared to Ta-MnO 2 electrolytic capacitors: Kemet
- Polymer electrolytic capacitors compared to MLCC: Avnet
market
The total market for capacitors in 2010 was around US $ 18 billion with around 1.4 trillion units. That was the market for
- Aluminum electrolytic capacitors with around US $ 3.9 billion (22%) and around 90 billion units (6.5%) and
- Tantalum electrolytic capacitors with around US $ 2.2 billion (12%) and around 24 billion units (2%) involved.
Manufacturer and product range
| Manufacturer | Aluminum electrolytic capacitors |
Tantalum electrolytic capacitors |
Niobium electrolytic capacitors |
|||||
|---|---|---|---|---|---|---|---|---|
| SMD radial |
Power SI, ST |
Polymer SMD Radial |
Polymer hybrid |
SMD MnO 2 |
SMD polymer |
Liquid electrolyte |
SMD MnO 2 |
|
| AVX | - | - | - | - | X | X | X | X |
| CapXon | X | X | X | X | - | - | - | - |
| Daewoo, (Partsnic) | X | X | - | - | - | - | - | - |
| CDE Cornell Dubilier | X | X | X | X | X | X | - | - |
| Capacitor Industries | - | X | - | - | - | - | - | - |
| Elna | X | X | X | - | - | - | - | - |
| Exxelia group | - | X | - | - | X | - | - | - |
| Frolyte | X | X | - | - | - | - | - | - |
| Hitachi | - | X | - | - | - | - | - | - |
| Hitano | X | X | X | - | X | - | - | - |
| Itelcond | - | X | - | - | - | - | - | - |
| Jackcon | X | X | - | - | - | - | - | - |
| Kaimei Electronic Corp, (Jamicon) | X | X | - | - | - | - | - | - |
| Jianghai | X | X | X | - | - | - | - | - |
| Lelon | X | X | X | - | - | - | - | - |
| Kemet | X | X | X | - | X | X | X | - |
| MAN YUE, (Samxon) | X | X | - | - | - | - | - | - |
| NEC Tokin | - | - | - | - | - | X | - | - |
| Nippon Chemi-Con | X | X | X | X | - | - | - | - |
| NIC | X | X | X | X | X | - | X | - |
| Nichicon | X | X | X | - | - | - | - | - |
| Panasonic, Matsushita | X | X | X | X | - | - | X | - |
| Richey | X | X | - | - | - | - | - | - |
| Raw | - | - | - | - | X | - | X | - |
| Rubycon | X | X | X | - | - | - | - | - |
| Samwha | X | X | X | - | - | - | - | - |
| SUN Electronic Industry | X | - | - | X | - | - | - | - |
| TDK EPCOS | X | X | - | - | - | - | - | - |
| Teapo (Luxon) | X | X | X | - | - | - | - | - |
| Vishay | X | X | X | - | X | X | X | X |
| Yageo | X | X | X | - | - | - | - | - |
Date of the table: January 2017
See also
- Capacitor (electrical engineering)
- Aluminum electrolytic capacitor
- Tantalum electrolytic capacitor
- Niobium electrolytic capacitor
- Super capacitor
- Plastic film capacitor
- Ceramic capacitor
literature
- D. Nührmann: The complete workbook electronics. Franzis-Verlag, Poing 2002, ISBN 3-7723-6526-4 .
- KH Thiesbürger: The electrolytic capacitor. 4th edition, Roederstein, Landshut 1991, OCLC 313492506 .
- O. prong; H. Since then: resistors, capacitors, coils and their materials. Springer, Berlin 1982, ISBN 3-540-11334-7 .
- HD. Langer: Solid state electrolytic capacitors. Akademie-Verlag, Berlin 1982, OCLC 74564862 .
- JD Moynihan: Theory, Design and Application of Electrolytic Capacitors. 1982, OCLC 17158815 .
- L. Stiny: Handbook of Passive Electronic Components. Structure, function, properties, dimensions and application. Franzis-Verlag, 2007, ISBN 978-3-7723-5430-4 .
- K. Beuth, O. Beuth: Components. Electronics 2nd Vogel book, 2006 ISBN 3-8343-3039-6 .
For further references, see sub-articles aluminum electrolytic capacitors , tantalum electrolytic capacitors or niobium electrolytic capacitors .
Web links
- Product information tantalum capacitor powder HC Starck,
- Electrolytic capacitors - basics from "the ELKO"
- Polarized electrolytic capacitor for alternating voltage and inverse direct voltage
- FARADNET, "Almost Everything About Capacitors" (English)
- Capsite 2015 Introduction to Capacitors
Individual evidence
- ↑ Tunable structural color of anodic tantalum oxide films. Chin. Phys. B, Vol. 21, 2012, accessed September 1, 2017 .
- ^ Effect of Heat-Treatment on Characteristics of Anodized Aluminum Oxide Formed in Ammonium Adipate Solution. Journal of the Electrochemical Society, 2004, accessed September 1, 2017 .
- ↑ Very high volt oxide formation of aluminum for electrolytic capacitors US 6299752 B1. October 9, 2001, accessed September 1, 2017 .
- ^ A b c d e J.Gill, T. Zednicek: VOLTAGE DERATING RULES FOR SOLID TANTALUM AND NIOBIUM CAPACITORS. AVX, 2003, accessed September 1, 2017 .
- ↑ a b A. Albertsen: Keep your distance - Voltage Proof of Electrolytic Capacitors. Jianghai Europe, October 30, 2012, p. 6 , accessed September 1, 2017 .
- ↑ Specifications for Etched Foil for Anode. KDK, accessed on September 1, 2017 .
- ^ I. Horacek, T. Zednicek, S. Zednicek, T. Karnik, J. Petrzilek, P. Jacisko, P. Gregorova: High CV Tantalum Capacitors - Challenges and Limitations. (PDF) AVX, p. 11 , accessed on September 1, 2017 (English).
- ↑ R. Gallay, Garmanage, Technologies and applications of Supercapacitors ( Memento of the original from March 29, 2017 in the Internet Archive ) Info: The archive link was inserted automatically and has not yet been checked. Please check the original and archive link according to the instructions and then remove this notice. (PDF; 3.2 MB), University of Mondragon, June 22th 2012.
- ^ Jean-Claude Montagné, Eugène Ducretet: Pionnier français de la Radio, auto-édité, 1998, ISBN 2-9505255-3-9
- ↑ Patent DRP92564 : Electric liquid condenser with aluminum electrodes . Registered January 14, 1896 , published May 19, 1897 , inventor: Charles Pollak. D.RP 92564
- ↑ J. Both: Electrolytic capacitors, 1890 to 1925: early history and basic principle, Electrical Insulation Magazine, IEEE, Volume: 31, Issue: December 1 , 2014, accessed on September 2, 2017 (English).
- ^ A. Güntherschulze, H. Betz, Elektrolytkondensatoren, Verlag Herbert Cram, Berlin, 2nd edition 1952
- ^ A b c d Paul McKnight Deeley: Electrolytic Capacitors. The theory, construction, characteristics and application of all types. The Cornell-Dubilier Electric Corp. South Plainfield New Jersey, 1938, OCLC 1878153
- ^ Kathryn R. Bullock: Samuel Ruben: Inventor, Scholar, and Benefactor. In: Interface. Vol. 15, No. 3, 2006, pp. 16-17 ( PDF ; 224 kB).
- ↑ Patent US1774455 : Electrolytic Condenser. Inventor: Samuel Ruben.
- ↑ Electrolytic capacitor with rolled up metal strips as coverings, Alfred Eckel Hydra-Werke, Berlin-Charlottenburg, DRP 498 794, May 12, 1927
- ↑ Hans Loth, electrolytic capacitors for standing assembly in printed circuits, series EK, Roederstein, capacitors and resistance technology, company publication 11/1965
- ^ Aluminum foils for electrolytic capacitors. KDK, accessed on September 2, 2017 .
- ↑ a b J. M. SANZ, JM ALBELLA, JM MARTNEZ-DUART: On the Inhibition of the Reaction Between Anodic Aluminum Oxide and Water. In: Electrocomponent Science and Technology, 1980, Vol. 6, pp. 63-66. Accessed September 2, 2017 .
- ↑ 1986, the first 125 ° C Al-Elko series "118 AHT", Philips Data Handbook PA01, 1986
- ↑ a b J. Both: The modern era of aluminum electrolytic capacitors. In: IEEE Electrical Insulation Magazine, Vol. 31, Issue: 4, pp. 24-34, ISSN 0883-7554. June 17, 2015, accessed September 2, 2017 .
- ↑ JL Stevens, TR Marshall, AC Geiculescu, CR Feger, TF Strange: The Effects of Electrolyte Composition on the Deformation Characteristics of Wet Aluminum ICD Capacitors. January 2006, accessed September 2, 2017 .
- ↑ Alfonso Berduque, Zongli Dou, Rong Xu: Electrochemical Studies for Aluminum Electrolytic Capacitor Applications: Corrosion Analysis of Aluminum in Ethylene Glycol-Based Electrolytes. PDF
- ↑ Product Information. Rubycon, accessed September 2, 2017 .
- ↑ ZL series. (PDF) Rubycon, accessed on September 2, 2017 .
- ↑ DF Tailor, Tantalum and Tantalum Compounds, Fansteel Inc., Encyclopedia of Chemical Technology, Vol. 19, 2nd ed. 1969 John Wiley & sons, Inc.
- ^ RL Taylor and HE Haring, "A metal semi-conductor capacitor," J. Electrochem. Soc., Vol. 103, p. 611, November, 1956.
- ^ DA McLean and FS Power, "Tantalum solid electrolytic capacitors", Proc. IRE, vol. 44, pp. 872-878; July, 1956.
- ^ J. Gill, AVX, Passive Component Industry, May / June 2003, “Basic Tantalum Capacitor Technology”, PDF
- ^ The Powder Metallurgy of Refractory Metals - Tantalum Capacitors. In: 2011 Hagen Symposium. December 20, 2011, accessed September 3, 2017 .
- ^ Preston Robinson, Electrical capacitors, US Patent No. 3066247
- ↑ Sprague, Dr. Preston Robinson Granted 103rd Patent Since Joining Company In 1929 PDF
- ^ RJ Millard, Sprague, US Patent 2936514, October 24, 1955 - May 17, 1960
- ↑ A. Fraioli, "Recent Advances in the solid-state Electrolytic Capacitor", IRE Transactions on Component Parts, June 1958th
- ↑ A. Michaelis, Ch. Schnitter, U. Merker, HC Starck GmbH, “New Tantalum Metal Powder Quality for Solid Electrolyte Capacitors”, CARTS 2002.
- ^ H. Haas, HC Starck GmbH, “Magnesium Vapor-Reduced Tantalum Powders with Very High Capacitances”, CARTS Europe 2004
- ^ J. Both: Electrolytic Capacitors from the Postwar Period to the Present. In: IEEE Electrical Insulation Magazine, Vol.32, Issue: 2, pp.8-26, ISSN 0883-7554. February 25, 2016, accessed September 3, 2017 .
- ↑ G. Gille, A. Meier, "Recycling von Refraktärmetallen", TK Verlag Karl Thomé-Kozmiensky PDF ( Memento of the original from February 2, 2016 in the Internet Archive ) Info: The archive link was inserted automatically and has not yet been checked. Please check the original and archive link according to the instructions and then remove this notice.
- ↑ W. Serjak, H. Seyeda, Ch.Cymorek, Tantalum Availability: 2000 and Beyond, PCI, March / April 2002, PDF ( Memento of the original from August 8, 2014 in the Internet Archive ) Info: The archive link was automatically inserted and still Not checked. Please check the original and archive link according to the instructions and then remove this notice.
- ↑ The Tantalum Supply Chain: A Detailed Analysis, PCI, March / April 2002, PDF ( Memento of the original from August 8, 2014 in the Internet Archive ) Info: The archive link was inserted automatically and has not yet been checked. Please check the original and archive link according to the instructions and then remove this notice.
- ↑ H. Zillgen, M. Stenzel, W. Lohwasser: New Niobium Capacitors with Stable Electrical parameter. In: Taylor & Francis Ltd 2002, ISSN 0882-7516. EPCOS AG, December 1, 2001, accessed on September 3, 2017 (English).
- ↑ J. Moore, Kemet TechTopics, 2001, "Nb Capacitors Compared To Ta Capacitors as a less costly alternative" PDF
- ↑ Tomáš Kárník, AVX, NIOBIUM OXIDE FOR CAPACITOR MANUFACTURING, METAL 2008, 13-15. 5. 2008, Hradec nad Moravicí PDF
- ↑ T. Zednicek, S. Sita, C. McCracken, WA Millman, J. Gill, AVX, Niobium Oxide Technology Roadmap, CARTS 2002 PDF
- ^ Larry E. Mosley: Capacitor Impedance Needs For Future Microprocessors. Intel Corporation, CARTS USA 2006 April 3-6, Orlando, FL 2006.
- ^ Sanyo, OS-CON, Technical Book Ver. 15, 2007.
- ^ Hideki Shirakawa, Edwin J. Louis, Alan G. MacDiarmid, Chwan K. Chiang, Alan J. Heeger: Synthesis of electrically conducting organic polymers: Halogen derivatives of polyacetylene, (CH) x . In: Journal of the Chemical Society, Chemical Communications . No. 16 , 1977, pp. 578 , doi : 10.1039 / C39770000578 .
- ↑ Panasonic: SP-Cap - Polymer Aluminum. 2017, accessed on September 3, 2017 .
- ↑ HC Starck, Bayer, Engineered Material Solutions: Baytron ICPs, PDF presentation
- ↑ JD Prymak, KEMET: Improvements with polymer cathodes in aluminum and tantalum capacitors. ISBN 0-7803-6618-2 , doi: 10.1109 / APEC.2001.912519
- ↑ KEMET AO-CAP (Aluminum Organic Capacitor) - A700 Series
- ↑ Panasonic Announces that it Makes SANYO its Wholly-owned Subsidiary through Share Exchange PDF ( Memento of the original from September 10, 2016 in the Internet Archive ) Info: The archive link was inserted automatically and has not yet been checked. Please check the original and archive link according to the instructions and then remove this notice.
- ↑ a b Panasonic: New OS-CON Capacitors, Aluminum-Polymer Solid Capacitors
- ↑ a b Panasonic: Understanding Polymer and Hybrid Capacitors
- ↑ IEC / DIN / EN IEC 60384-1, fixed capacitors for use in electronic devices, Beuth Verlag.
- ↑ Aluminum Electrolytic Capacitors - General technical information. TDK Group Company, December 2016, p. 9 section 3.2.2 , accessed on November 6, 2019 .
- ^ FJ Burger J. Wu, Dielectric Breakdown in Electrolytic Capacitors , 1971 ECS, doi: 10.1149 / 1.2407908 .
- ↑ a b c d e CDE, Aluminum Electrolytic Capacitor Application Guide, PDF
- ↑ a b c Ch. Reynolds, AVX, Technical Information, Reliability Management of Tantalum Capacitors, PDF
- ↑ a b c J. Gill, AVX, Surge in Solid Tantalum Capacitors
- ↑ a b c A. Teverovsky, NASA, Effect of Surge Current Testing on Reliability of Solid Tantalum Capacitors PDF
- ^ D. Liu, MJ Sampson, NASA Goddard Space Flight Center, Physical and Electrical Characterization of Aluminum Polymer Capacitors, PDF
- ↑ Imam, AM, Condition Monitoring of Electrolytic Capacitors for Power Electronics Applications, Dissertation, Georgia Institute of Technology (2007) PDF
- ↑ a b c Nichicon. "General Description of Aluminum Electrolytic Capacitors" PDF
- ↑ Rubycon. "Aluminum Electrolytic Capacitors FAQ"
- ^ I. Bishop, J. Gill, AVX Ltd., Reverse Voltage Behavior of Solid Tantalum Capacitors, PDF
- ↑ P. Vasina, T. Zednicek, Z. Sita, J. Sikula, J. Pavelka, AVX, Thermal and Electrical Breakdown Versus Reliability of Ta 2 O 5 Under Both - Bipolar Biasing Conditions PDF
- ↑ A. Teverovsky, QSS Group, Inc., NASA, Reverse Bias Behavior of Surface Mount Solid Tantalum Capacitors, PDF
- ↑ Joelle Arnold, Uprating of Electrolytic Capacitors, DfR Solutions
- ^ A b Vishay: Engineering Solutions, Aluminum Capacitors in Power Supplies
- ↑ a b c Matsushita Electronic Components Co, (Panasonic), Use technique of Aluminum Electrolytic Capacitors, PDF ( Memento of the original dated August 11, 2017 in the Internet Archive ) Info: The archive link was inserted automatically and has not yet been checked. Please check the original and archive link according to the instructions and then remove this notice.
- ↑ E. Vitoratos, S. Sakkopoulos, E. Dalas, N. Paliatsas, D. Karageorgopoulos, F. Petraki, S. Kennou, SA Choulis, Thermal degradation mechanisms of PEDOT: PSS Organic Electronics Volume 10, Issue 1, February 2009, Pages 61-66, Organic Electronics Volume 10, Issue 1, February 2009, Pages 61-66.
- ↑ A. Albertsen, Jianghai: Polymer-Alu-Elkos with 200 V dielectric strength , elektroniknet.de, October 17, 2014.
- ^ I. Salisbury, AVX, Thermal Management of Surface Mounted Tantalum Capacitors PDF
- ↑ RW Franklin, AVX, Ripple Rating of Tantalum Chip Capacitors PDF
- ↑ Vishay, Application Notes, AC Ripple Current, Calculations Solid Tantalum Capacitors PDF
- ↑ KEMET, Ripple Current Capabilities, Technical Update 2004 PDF
- ^ R. Faltus, AVX, Advanced capacitors ensure long-term control-circuit stability , 7/2/2012, EDT
- ↑ Jim Keith: What a cap-astrophe! , EDN, May 27, 2010
- ↑ K. Kundert: Modeling Dielectric Absorption in Capacitors.
- ↑ a b R. W. Franklin, AVX, ANALYSIS OF SOLID TANTALUM CAPACITOR LEAKAGE CURRENT, PDF , PDF
- ↑ Hardware Design Techniques - Analog Devices, HARDWARE DESIGN TECHNIQUES, 9.1 PASSIVE COMPONENTS, Dielectric Absorption, Page 9.4 PDF
- ↑ WARWICK MANUFACTURING GROUP, Product Excellence using 6 Sigma (PEUSS), Introduction to Reliability, PDF
- ↑ MIL HDKB 217F MIL-HDBK-217F Reliability Prediction of Electronic Equipment
- ↑ Beuth Verlag, IEC [DIN EN] 61709, Electrical Components - Reliability - Reference Conditions for Failure Rates and Stress Models for Conversion; German version EN 61709: 2011
- ↑ ReliaSoft: Reliability Prediction Methods for Electronic Products
- ^ Vishay: Fit Calculator
- ↑ Kemet, Design Tools: FIT Calculator for Solid Tantalum-, Solid Polymer Aluminum, and Multilayer Ceramic Capacitors
- ↑ a b c d T. Zednicek, AVX: A Study of Field Crystallization in Tantalum Capacitors and its effect on DCL and Reliability
- ↑ J. Bates, M. Beaulieu, M. Miller, J. Paulus, AVX: Reaching the Highest Reliability for Tantalum Capacitors
- ^ Vishay Sprague, Total Quality Commitment, Tantalum Capacitors PDF
- ^ A b A. Albertsen, Jianghai Europe, Reliability of Electrolytic Capacitors, PDF
- ^ A b Sam G. Parler, Cornell Dubilier, Reliability of CDE Aluminum Electrolytic Capacitors, PDF
- ^ A b Sam G. Parler, Cornell Dubilier: LIFE & TEMPERATURE CALCULATORS
- ↑ NEC / TOKIN. Capacitors data book 2005, PDF ( Memento of the original dated September 23, 2014 in the Internet Archive ) Info: The archive link was inserted automatically and has not yet been checked. Please check the original and archive link according to the instructions and then remove this notice.
- ↑ a b c NIC Technical Guide: Calculation Formula of Lifetime ( Memento of the original from September 15, 2013 in the Internet Archive ) Info: The archive link was inserted automatically and has not yet been checked. Please check the original and archive link according to the instructions and then remove this notice.
- ↑ a b NCC, Technical Note Judicious Use of Aluminum Electrolytic Capacitors PDF
- ↑ Rubycon: Life of Aluminum Electrolytic Capacitors. P. 9 ( PDF )
- ↑ A. Albertsen: Elko life estimate. PDF
- ↑ a b c Vishay BCcomponents, Introduction Aluminum Capacitors, Revision: 10-Sep-13 1 Document Number: 28356, ( PDF ( Memento of the original from January 26, 2016 in the Internet Archive ) Info: The archive link was inserted automatically and has not yet been checked Please check the original and archive link according to the instructions and then remove this note. )
- ↑ Panasonic: Polymer and Hybrid Capacitor Product Overview
- ↑ Nichicon, Technical Guide: Calculation Formula of Lifetime
- ^ J. Both, BCC, August 31, 2001, Tadiran Batteries, Power saver, Leakage current properties of modern electrolytic capacitors PDF
- ^ W. Bonomo, G. Hooper, D. Richardson, D. Roberts, T. van de Steeg: Failure modes in capacitors.
- ↑ Y. Pozdeev-Freeman, Vishay, How Far Can We Go with High CV Tantalum Capacitors, PCI, January / February 2005, page 6, PDF ( Memento of the original from January 24, 2016 in the Internet Archive ) Info: The archive link became automatic used and not yet tested. Please check the original and archive link according to the instructions and then remove this notice.
- ^ D. Liu, MEI Technologies, Inc. NASA Goddard Space Flight Center: Failure Modes in Capacitors When Tested Under a Time-Varying Stress
- ↑ a b c John Prymak, Kemet, Replacing MnO 2 with Polymers, 1999 CARTS PDF
- ↑ a b c d VISHAY, DC LEAKAGE FAILURE MODE, PDF
- ↑ Nichicon: Application Guidelines for Aluminum Electrolytic Capacitors
- ↑ Rubycon, CAUTIONS FOR PROPER USE OF ALUMINUM ELECTROLYTIC CAPACITOR PDF
- ↑ T.Zedníček, AVX, New Tantalum Technologies Tantalum Polymer and Niobium OxideCapacitors PDF
- ↑ a b J. Prymak, P. Staubli, M. Prevallet, Kemet: derating Review of Ta-MnO 2 vs. Ta polymer vs. Al polymer vs. NbO-MnO 2
- ↑ Epcos, Aluminum electrolytic capacitors, General technical information PDF
- ↑ International Electrotechnical Commission ( IEC )
- ↑ Current standards and specialist literature. Beuth Verlag, accessed on September 3, 2017 .
- ↑ Solid capacitor. FC2.com, accessed September 3, 2017 .
- ↑ S. Parler, Cornell Dubilier CDE, Heating in Aluminum Electrolytic Strobe and Photoflash Capacitors PDF
- ^ R. Hahn, M. Randall, J. Paulson, Kemet: The Battle for Maximum Volumetric Efficiency - Part 1: When Techniques Compete, Customers Win
- ^ R. Hahn, M. Randall, J. Paulson, Kemet: The Battle for Maximum Volumetric Efficiency - Part 2: Advancements in Solid Electrolyte Capacitors
- ↑ Kemet, CAPACITOR SELECTION FOR DC / DC CONVERTERS, PDF
- ^ AN-1099 Application Note, Capacitor Selection Guidelines for Analog Devices, Inc., LDOs, Glenn Morita, PDF
- ↑ Specialty Polymer Aluminum Electrolytic Capacitor (SP-AL), Comparison with Multi-Layer Ceramic Capacitor (MLCC) PDF ( Memento of the original from March 4, 2016 in the Internet Archive ) Info: The archive link was inserted automatically and has not yet been checked. Please check the original and archive link according to the instructions and then remove this notice.
- ↑ Jeff Falin: Ceramic Capacitors Replace Tantalum Capacitors in LDOs on ti.com from October 2006, accessed on December 20, 2016
- ↑ Murata Manufacturing Co., Ltd., TA / AL Cap Replacement PDF ( Memento of the original dated December 24, 2013 in the Internet Archive ) Info: The archive link was inserted automatically and has not yet been checked. Please check the original and archive link according to the instructions and then remove this notice.
- ↑ Murata, Website FAQ April 2010, Polymer Aluminum Electrolytic Capacitors, PDF
- ↑ John D. Prymak, KEMET, Technical update - Comparison of Ceramic and Tantalum Capacitors PDF
- ↑ Jeffrey Cain: Comparison of Multilayer Ceramic and Tantalum Capacitors on avx.com, accessed December 20, 2016
- ↑ Kemet, Texas instruments: Capacitor Selection for DC / DC Convertors: From Basic Application to Advanced Topics TI - Silicon Valley Analog in Santa Clara California USA - PPT presentation
- ↑ Nippon Chemi-Con, Conductive Polymer Aluminum Solid Capacitors Application Note PDF
- ↑ Avnet / Abacus, A.Chidley: The Unstoppable Rise of Polymer Capacitors ( Memento of the original from January 2, 2017 in the Internet Archive ) Info: The archive link has been inserted automatically and has not yet been checked. Please check the original and archive link according to the instructions and then remove this notice.
- ^ J. Ho, TR Jow, S. Boggs, Historical Introduction to Capacitor Technology
- ↑ highbeam business: Electronic Capacitors SIC 3675, Industry report ( Memento of the original dated February 12, 2010 in the Internet Archive ) Info: The archive link was inserted automatically and has not yet been checked. Please check the original and archive link according to the instructions and then remove this notice.
- ↑ TTI, D. Zogbi: The Subsets of the Aluminum Electrolytic Capacitor Market are Moving in Different Directions